아침잠깨 영상
덤
- 6시그마
스마트 팩토리 환경에서의 6시그마(Six Sigma)는 전통적인 품질 관리 방법론인 6시그마가 4차 산업혁명 기술(IoT, 빅데이터, AI 등)과 결합하여 진화한 형태를 의미합니다. 학계와 산업계에서는 이를 종종 ‘Quality 4.0’ 또는 ‘Smart Six Sigma’라고 지칭하며, 데이터 수집과 분석의 자동화를 통해 공정 능력을 극대화하는 것을 목표로 합니다.
핵심 개념과 주요 특징은 다음과 같습니다.- 정의 및 핵심 변화
기존 6시그마가 과거 데이터의 통계적 분석에 의존하여 문제의 원인을 규명했다면, 스마트 팩토리의 6시그마는 실시간 데이터(Real-time Data)를 기반으로 공정의 이상 징후를 사전에 예측하고 제어합니다.- 데이터 수집의 변화: 표본 추출(Sampling) 방식에서 센서를 통한 전수 검사(Census) 및 연속적 데이터 수집으로 전환됩니다.
- 분석의 변화: 수동 통계 분석에서 AI 및 머신러닝을 활용한 자동화된 패턴 인식 및 예측 분석으로 고도화됩니다.
- DMAIC 방법론의 진화
6시그마의 핵심 실행 절차인 DMAIC(Define, Measure, Analyze, Improve, Control)는 스마트 팩토리 기술을 통해 다음과 같이 강화됩니다.- Define (정의): 데이터 마이닝을 통해 고객의 요구사항(VoC)과 공정의 문제점을 보다 객관적이고 신속하게 식별합니다.
- Measure (측정): IoT 센서가 데이터를 자동으로 수집하여 데이터 입력의 오류를 제거하고, 실시간으로 공정 상태를 디지털화합니다.
- Analyze (분석): 빅데이터 분석 알고리즘이 인간이 발견하기 힘든 복잡한 변수 간의 상관관계와 인과관계를 규명합니다.
- Improve (개선): 디지털 트윈(Digital Twin) 기술을 활용하여, 실제 공정을 변경하기 전에 가상 환경에서 개선안을 시뮬레이션하고 최적의 결과를 도출합니다.
- Control (관리): 공정 변수가 설정된 범위를 벗어날 경우, 시스템이 자동으로 보정(Feedback Loop)하거나 작업자에게 즉시 알림을 보내는 실시간 제어 시스템이 작동합니다.
- 주요 효과
연구 결과에 따르면, 스마트 팩토리 기술과 6시그마의 결합은 다음과 같은 성과를 창출합니다.- 예지 보전 (Predictive Maintenance): 설비 고장 데이터를 사전에 예측하여 가동 중단 시간을 최소화합니다.
- 결함률 감소: 실시간 모니터링을 통해 불량이 발생하기 전 공정 조건을 수정하여 ‘Zero Defect’에 근접합니다.
- 의사결정 속도 향상: 데이터 분석 시간의 단축으로 문제 해결 사이클이 가속화됩니다.
- 정의 및 핵심 변화
기업 생존 부등식
- 상품은 제품과 서비스로 나뉘고, 제조라는 건 4M에 기반하며, 두 가지로 나뉜다. 가공과 조립.
- 제품의 가치 > 제품의 가격 > 제품의 원가
- 구매자는 상품으로부터 자신이 지출한 비용보다 더 큰 가치를 느껴야 재구매를 한다
- 기업은 원가보다 비싸게 팔아야 먹고산다
- 그러므로 기업이 지속적으로 팔아먹고 살아남기 위해서는 위와 같은 부등식이 성립해야 한다
- 품질은 무엇에 영향을 주는가?
- 원가에도 영향을 주는가? YES
- 품질 수준은 고객이 느끼는 가치에 영향을 주는가?
- 품질과 제조 원가
- 제조 공정에서 품질 문제가 발생하지 않아야 제조 원가가 낮아진다.
- 제조 현장에서 모든 활동은 비용이다. 가공, 조립, 검수, 재작업, 시험, 보수 전부 비용임.
- 다시 말해 제조 과정의 각 단계에는 품질 문제 발생 예방 or 발생된 품질 문제나 불량을 해소하는 비용과 원가가 포함됨. 같은 일을 두 번 하지 않게 만드는 게 매우 중요.
- 품질과 고객 만족
- 기업이 롱런하려면 고객이 «재구매»를 해야 한다
- 고로 좋은 품질과 제품 가치가 중요
- 고객이 붐업할 제품 가치를 가져라
- 품질 관리 시 변동 비용을 최소화하자
- 전수검사는 하긴 해야지. 그래도 비용을 줄이자 → 로봇, 자동화, 스마트 어쩌구 활용
품질 관리 기법
- 챕터 요약
- 품질관리의 발전사를 통한 인사이트 찾기
- 검사 중심 > 공정 중심 > 시스템 중심 > 스마트 품질관리로 진화
- 품질관리 그루(Guru) 활동에서 발견하는 인사이트와 시대적인 품질관리 기술의 진화 이해
- 품질관리의 7가지 기본 도구
- (1) 관리도, (2) 파레토 차트, (3) 특성요인도, (4) 체크시트, (5) 히스토그램, (6) 산점도, (7) 층별
- 관리도와 공정 능력 등 주요 관리기법의 이해와 활용방안 고민
- 품질관리의 발전사를 통한 인사이트 찾기
- 품질 관리 기법의 발전 요약
- 수공업 중심의 품질관리 (고대 ~ 19세기 초)
- 산업혁명과 초기 품질검사 (19세기 중반 ~ 20세기 초)
- 통계적 품질관리 (1920년대 ~ 1950년대)
- 전사적 품질관리(TQC)와 품질보증 (1950년대 ~ 1970년대)
- 전략적 품질경영(TQM)과 국제 표준화 (1980년대 ~ 2000년대)
- 디지털 전환과 스마트 품질관리 (2000년대 후반 ~ 현재)
- 1단계 수공업 중심의 품질관리 (고대 ~ 19세기 초)
- 특징
- 장인 개인의 숙련도에 의존
- 품질은 장인의 명성과 직결됨
- 표준화된 품질 개념이나 체계적인 검사는 없음
- 품질 관리 기법: 장인의 직관과 경험시각적 외관 검사 (visual inspection)
- 특징
- 2단계 산업혁명과 초기 품질검사 (19세기 중반 ~ 20세기 초)
- 배경: 대량 생산 시대 + 작업자와 관리자의 등장
- 특징
- 대량 생산 체계 도입 (포드 시스템 등)
- 생산 공정에서 선별과 검사 중심의 품질관리 등장
- 기법
- 최종 제품 검사 = 사후 검사를 중시
- 작업 분할, 표준작업 매뉴얼
- 품질관리가 설계나 생산 활동과 분리되어 있음
- 3단계 통계적 품질관리 (1920년대 ~ 1950년대)
- 배경: 2차 세계대전 중 군수품 품질의 신뢰성 요구가 급증 (전쟁 승리의 요건)
- 특징
- 품질을 “측정과 분석 가능한 변수”로 정량화함
- 생산 공정의 “변동성 관리 중심”으로 발전
- 기법
- 샘플링 검사와 관리도 활용 → 공정의 변동 분석을 통해 품질 문제를 사전 탐지
- 통계적 공정관리(SPC)
- 4단계 전사적 품질관리(TQC)와 품질보증 (1950년대 ~ 1970년대)
- 배경: 일본의 전후 산업재건 활동을 통한 품질 관리 기법 탄생
- 특징
- 데밍(Deming), 주란(Juran)의 지원으로 일본의 품질관리 활동이 크게 발전
- 일본의 데밍상 제정: 데밍의 이름을 딴 “데밍상” 제정, 국가적으로 품질관리 활동이 활성화됨
- 일본 내에서 품질은 전사적 책임이라는 인식 확산
- 단순한 검사 중심 → 전 과정 참여형 품질관리로 확대
- 기법
- PDCA 사이클, 품질써클, 7가지 QC 도구
- 다구치의 <강건설계방법(Robust Design)>, 품질기능전개법(QFD) 등
- 5단계 전략적 품질경영(TQM)과 국제 표준화 (1980년대 ~ 2000년대)
- 배경: 글로벌 기업 경쟁 심화, 고객 만족 중심 요구 증대
- 특징
- 품질을 기업 전략의 중심으로 통합
- ISO 9000 시리즈 등 국제 품질표준 보편화
- 고객 만족, 지속 개선 강조
- 기법
- ISO 9001, TQM, 품질비용 분석, Taguchi 방법론, 6시그마 초기 개념
- DMAIC 방법론(Define-Measure-Analyze-Improve-Control), 결함률 감소(3.4 DPMO 이하) 목표
- 6단계 디지털 전환과 스마트 품질관리 (2000년대 후반 ~ 현재)
- 배경: 디지털공장, 스마트공장, 인더스트리4.0 시대 개막, 자율제조공장
- 특징
- 디지털 기술, ICT, IoT, AI 기반의 데이터 중심 품질관리
- 실시간 모니터링, 예측 유지보수, 디지털 트윈 등 적용
- 고객 경험 중심의 품질지표 강화
- 대표 활동가
- Thomas Davenport: 분석적 품질관리, 데이터 기반 의사결정 강조
- Detlef Zühlke, Martin Ruskowski 교수, Wolfgang Wahlster, 헤닝 카커만, Siegfried Dais: 인더스트리4.0
- Sandy Munro: Lean Design
- 기법
- 6시그마, 통계지원 소프트웨어(Minitab), 머신러닝 기반 품질예측
- 디지털 품질 관리(MES, SPC+빅데이터+AI 융합), 디지털 트윈, AI 응용 품질 분석
7가지 품질 관리 도구
체크리스트
YES 불량 유형 목록 NOT TODO
강사님 강의 끝내줘요
왜 갑자기 저렇게 흥분하셨는지 모르겠음 그간 내재된 많은 화가 있는 게 아닐까
어쨌든 그 요약하자면 우리같은 일 하는 사람들한테는 MES가 근본이고 기본이다. 현장은 꼭 확인하고 이해하고 일해야 한다. 뭔지 알아야 서로 말이 통한다.
- 체크시트
- 가장 기본적인 품질관리 도구로, 현장에서 문제 발생 빈도를 기록하여 데이터를 수집하는 표. 현장에서 발생하는 이벤트를 실시간 기록하기 위한 단순 표.
- 데이터 수집 및 정리의 기초 도구
- 체크시트의 문제점
- 단순한 데이터만 있음. 유용한 정보가 되지 못했음.
체크시트의 예시
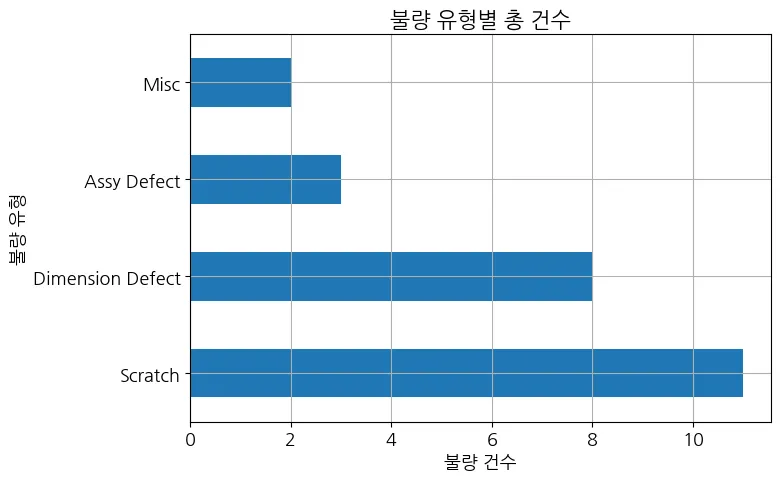
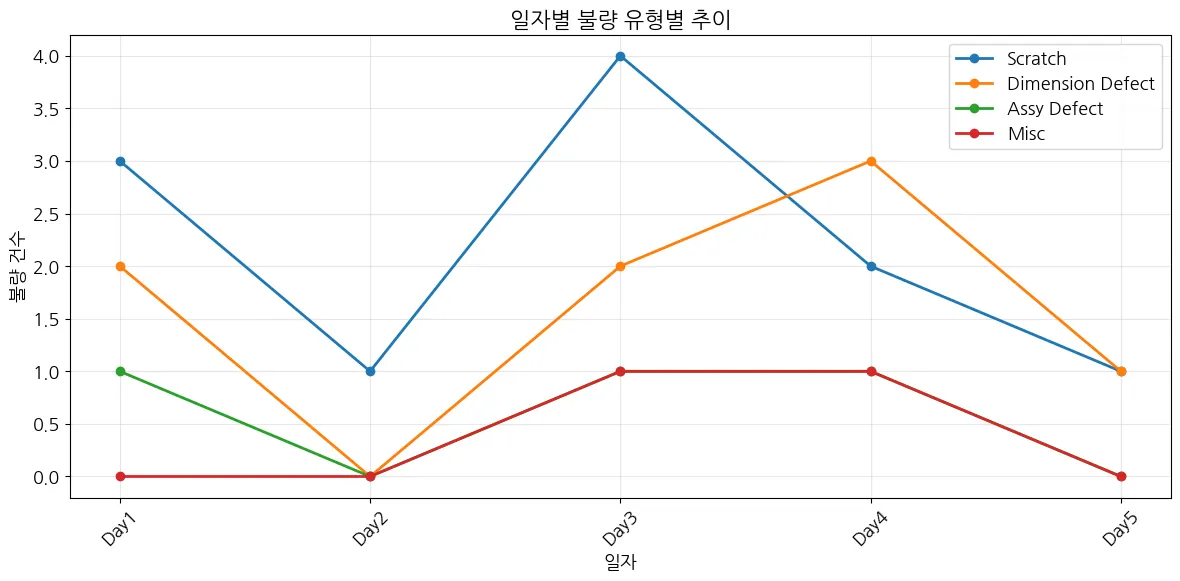
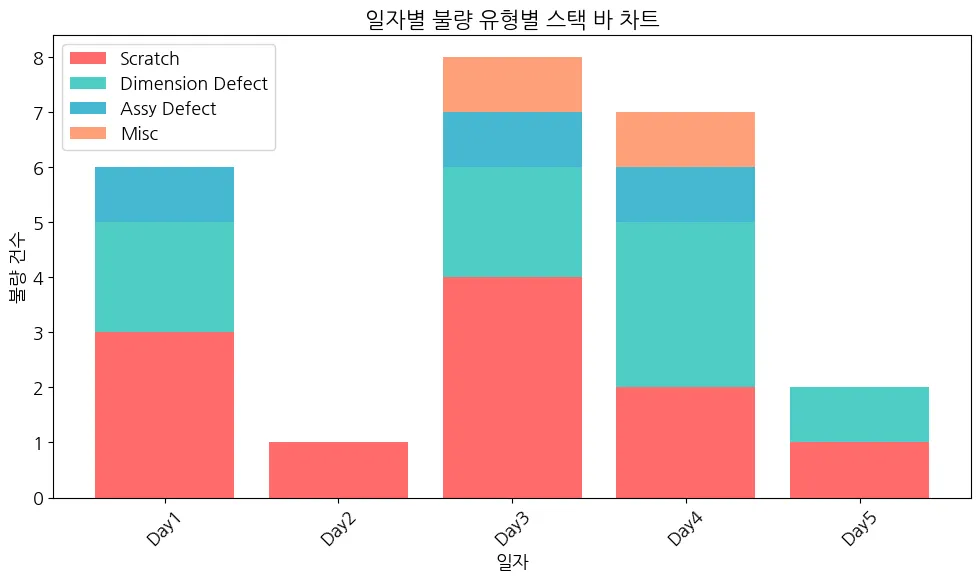
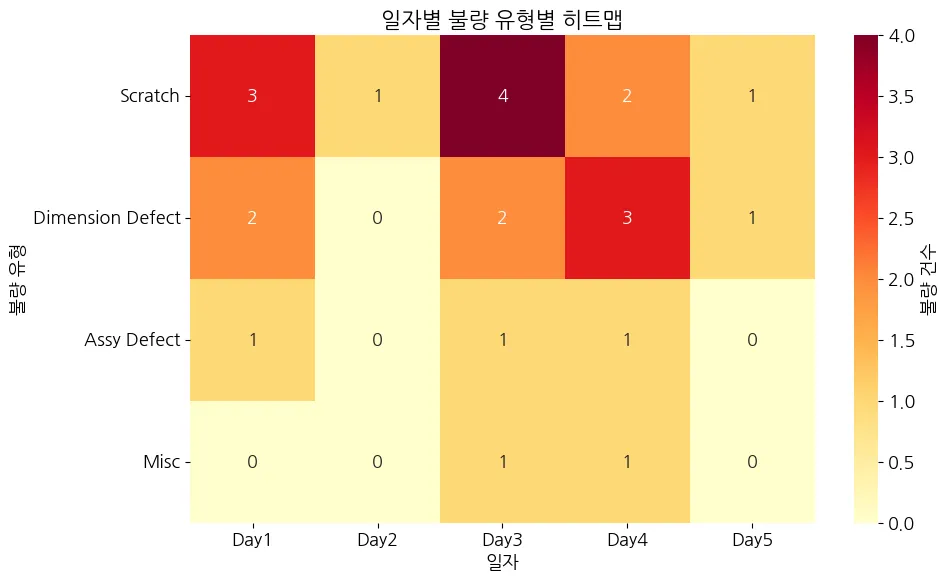
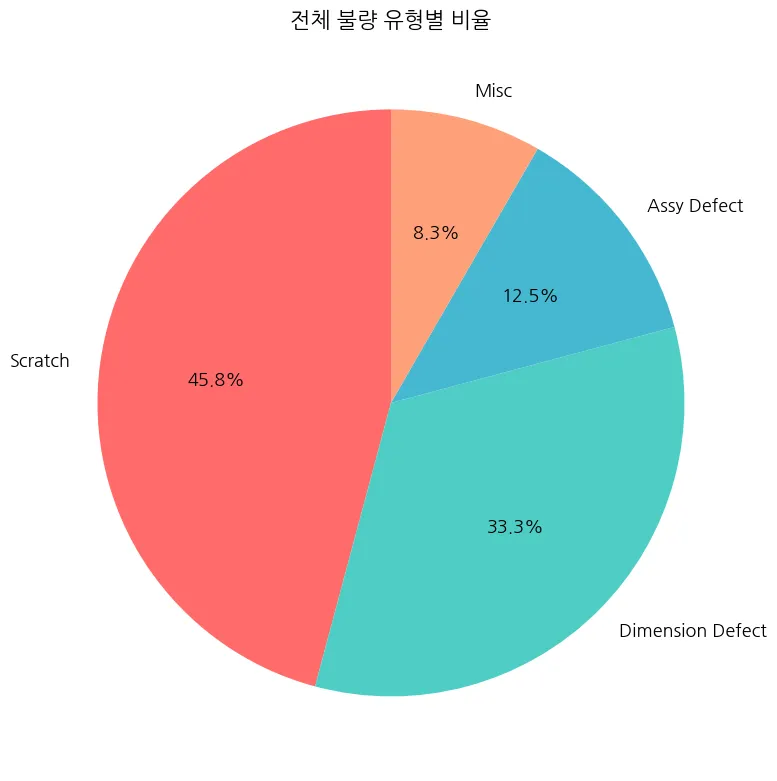
Day Scratch Dimension Defect Assy Defect Misc Sum Day1 3 2 1 0 6 Day2 1 0 0 0 1 Day3 4 2 1 1 8 Day4 2 3 1 1 7 Day5 1 1 0 0 2 Total 11 8 3 2 24 체크시트를 그래프로(가시화)
![]()
![]()
![]()
![]()
![]()
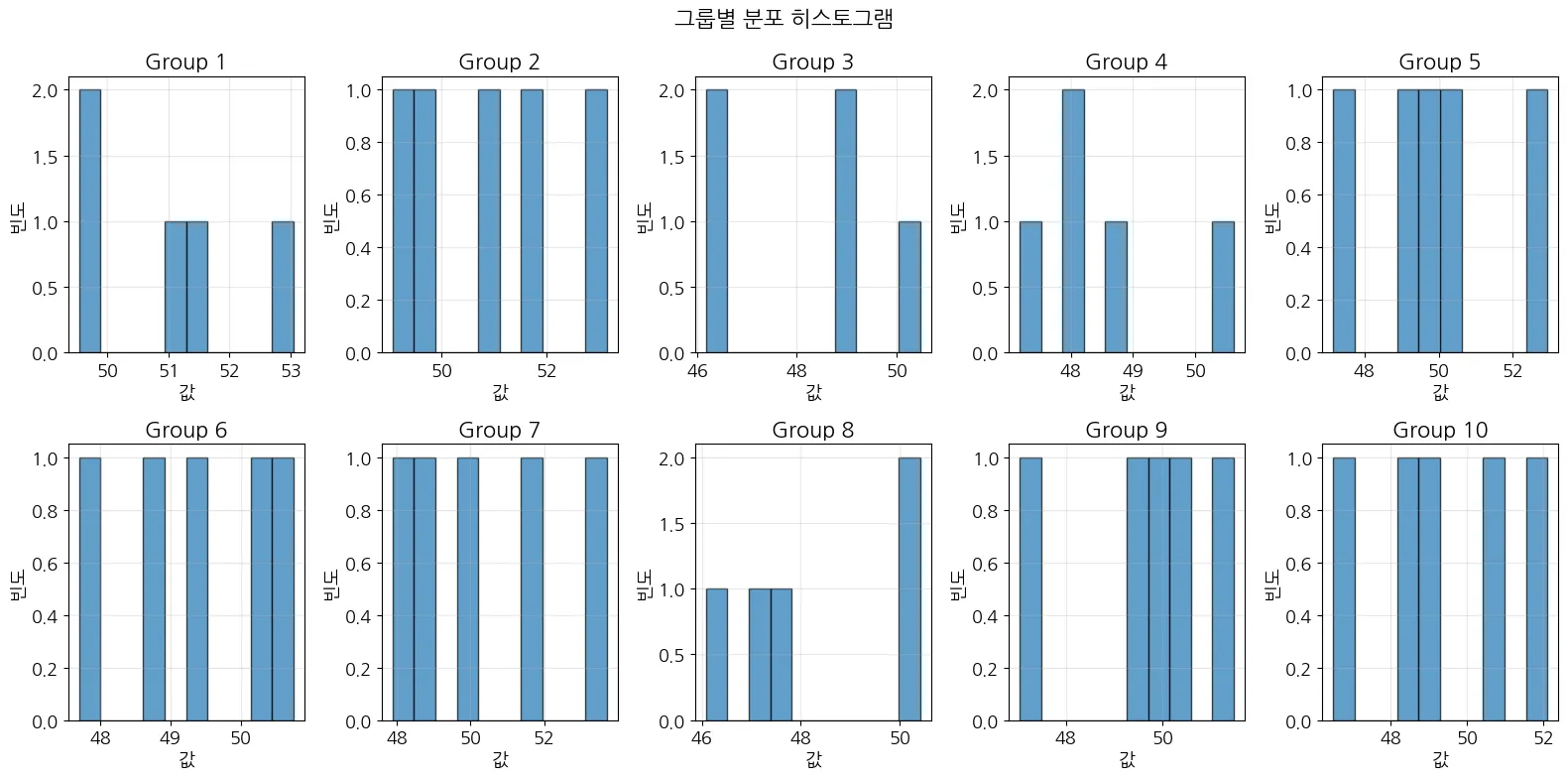
층별(stratification)
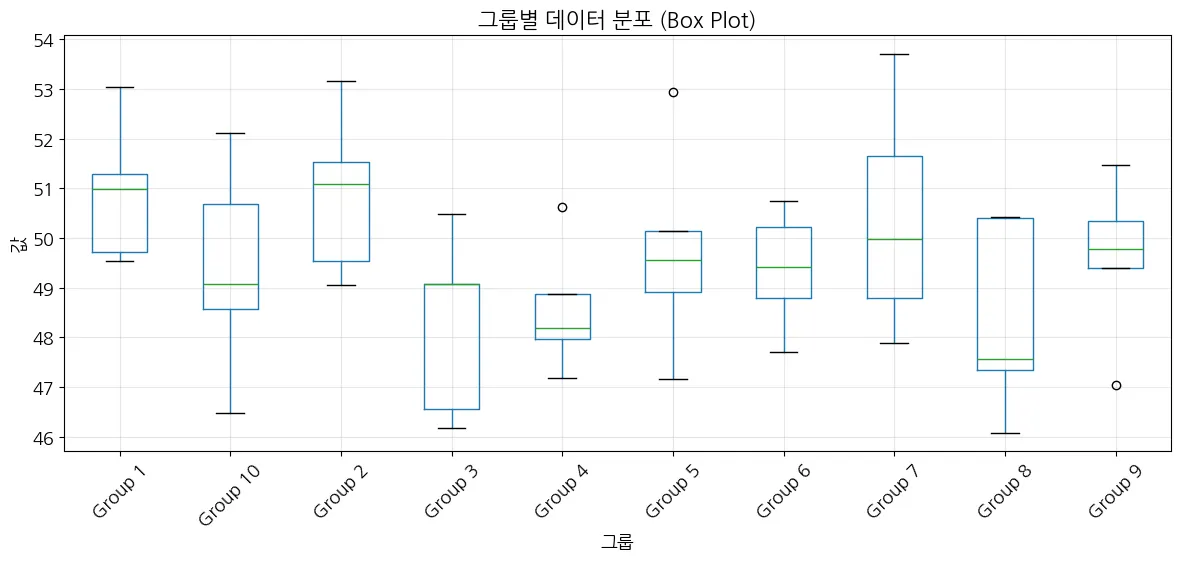
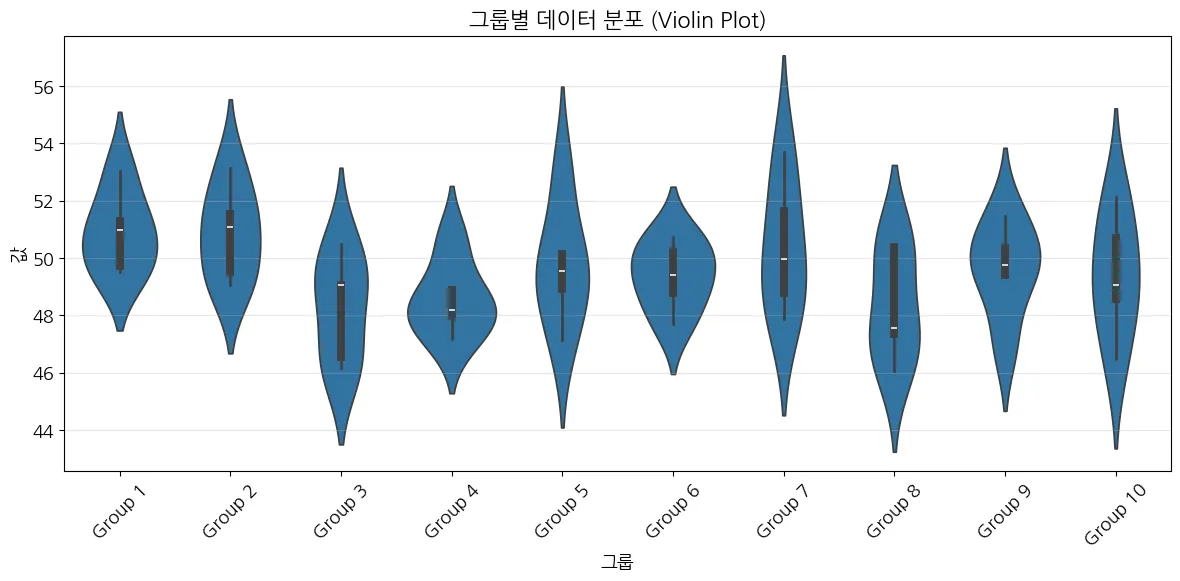
- 층별(stratification): 데이터를 의미있는 집단(층, strata)으로 나누어 분석하는 기법. 데이터에 숨겨진 특성이나 경향을 드러내기 위함.
- 데이터를 특정 특성(원인 영역)에 따라 몇 개의 그룹(층)으로 분류하는 통계적 기법 중 하나.
- 목적 및 중요성
- 문제 영역 발견: 전체를 한번에 분석하는 대신 관련 있는 그룹별로 나누어 비교함으로써 어느 특정 그룹에서 문제가 집중적으로 발생하는지 쉽게 찾아낼 수 있음
- 원인 규명 용이: 각 그룹 내의 공통적인 특성을 발견하고 문제의 원인을 명확히 파악할 수 있음
- 개선 효과 극대화: 문제의 핵심 원인이 있는 곳에 집중적인 개선 노력을 기울여 품질 관리 활동의 효율성과 효과를 높일 수 있음
가시화
![]()
![]()
![]()
![]()
![]()
![]()
![]()
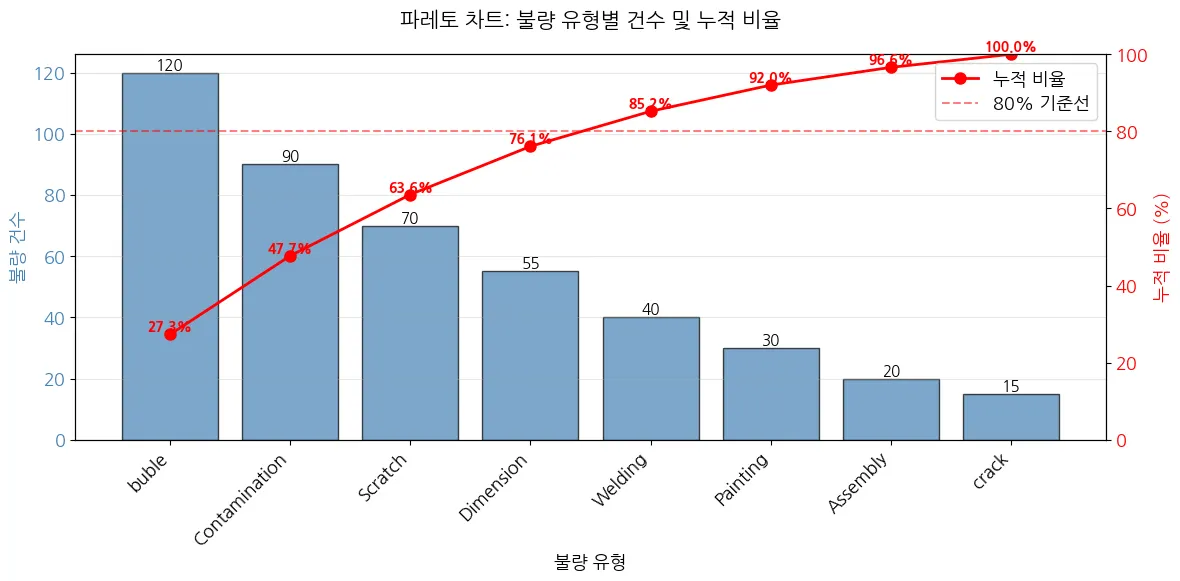
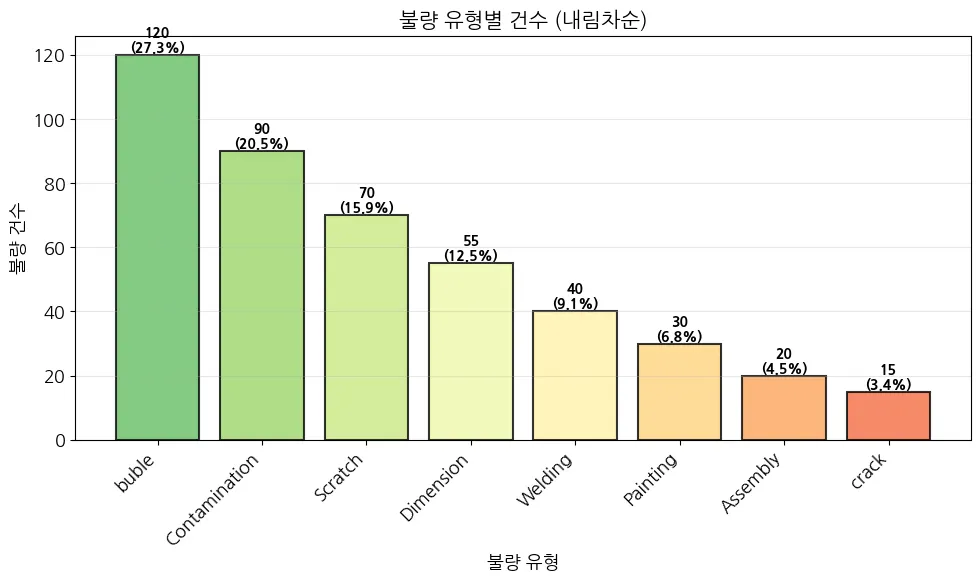
파레토 차트
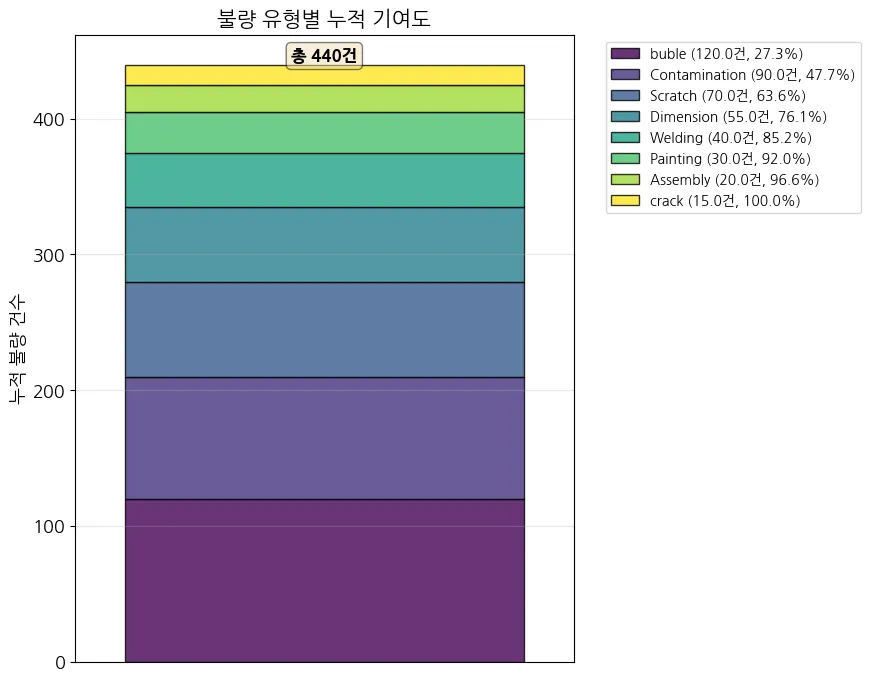
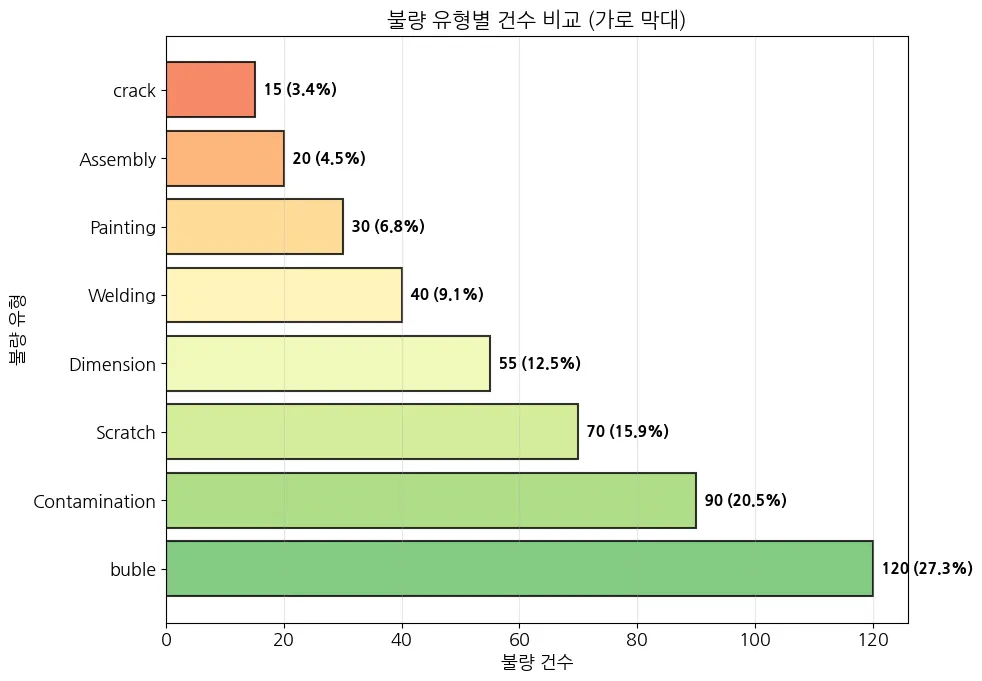
- 80:20 법칙에 근거하는 파레토 차트는 문제 해결의 우선순위를 시각적으로 파악할 수 있는 품질관리 도구
- 문제 항목을 크기순으로 내림차순 정렬 → 문제 우선 순위 찾기에 용이
- 누적백분율을 표시한 막대 + 꺾은선 혼합 차트
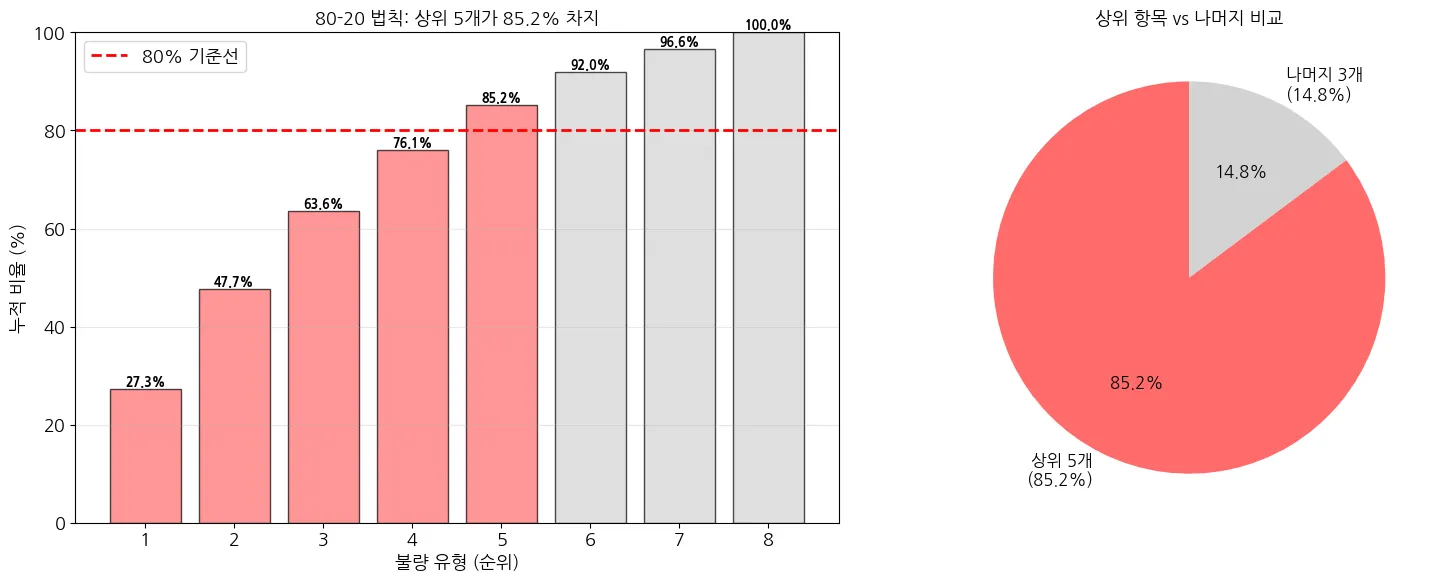
- 특히 불량, 클레임, 재고 등에서 중요한 소수(20%)가 전체 문제의 대부분(80%)을 유발한다는 파레토 법칙을 시각화하는 데 효과적
- 가장 빈번한 원인을 식별하고 우선 개선 대상 설정 가능
가시화
![]()
![]()
![]()
![]()
![]()
덤: 통계 산출
1 2 3 4 5 6 7 8 9 10 11 12 13
불량 유형별 통계: 0 Count Cumulative Cumulative_Pct Type of Defect buble 120 120 27.3 Contamination 90 210 47.7 Scratch 70 280 63.6 Dimension 55 335 76.1 Welding 40 375 85.2 Painting 30 405 92.0 Assembly 20 425 96.6 crack 15 440 100.0 전체 불량 건수: 440
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
============================================================ 불량 유형별 상세 통계 ============================================================ 불량 건수 비율 (%) 누적 건수 누적 비율 (%) Type of Defect buble 120 27.27 120 27.3 Contamination 90 20.45 210 47.7 Scratch 70 15.91 280 63.6 Dimension 55 12.50 335 76.1 Welding 40 9.09 375 85.2 Painting 30 6.82 405 92.0 Assembly 20 4.55 425 96.6 crack 15 3.41 440 100.0 ============================================================ 전체 불량 건수: 440건 평균 불량 건수: 55.00건 최대 불량 건수: 120건 (buble) 최소 불량 건수: 15건 (crack) 상위 3개 불량 유형이 전체의 63.6% 차지
특성요인도
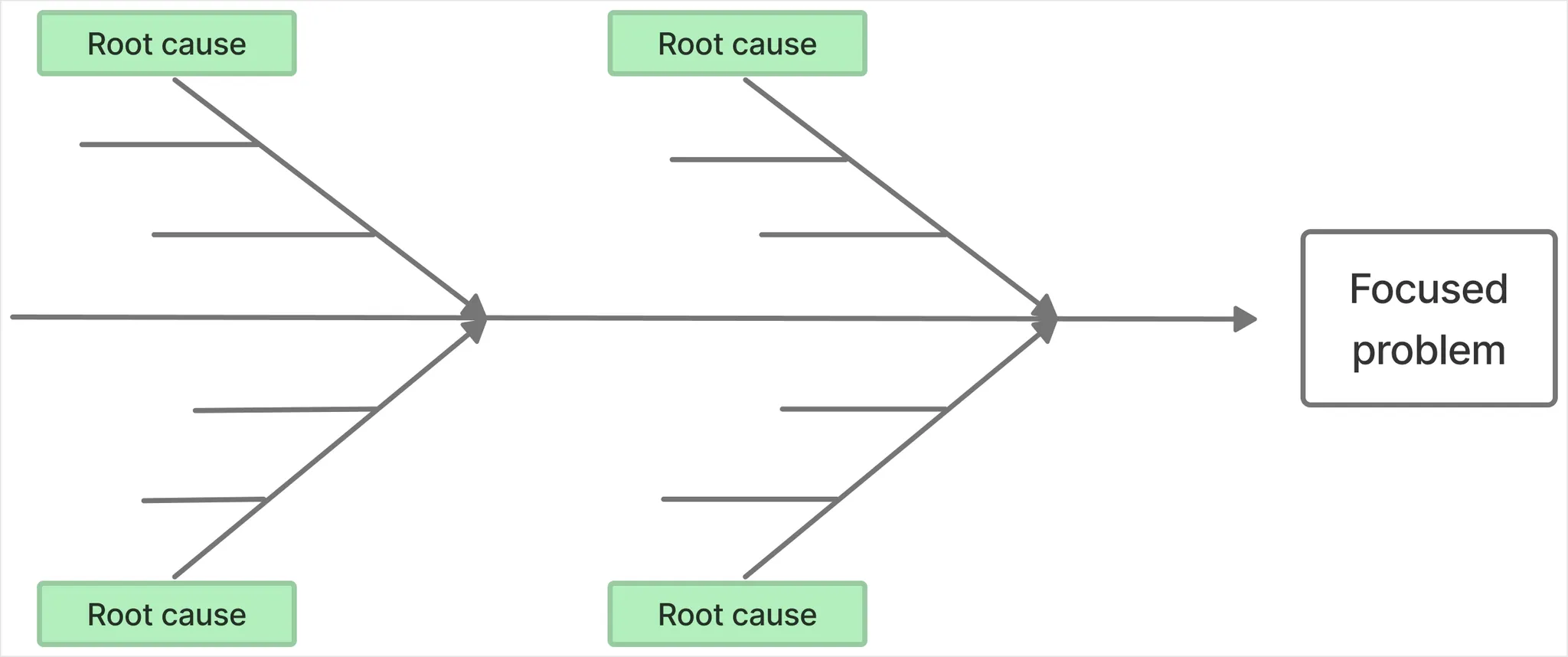
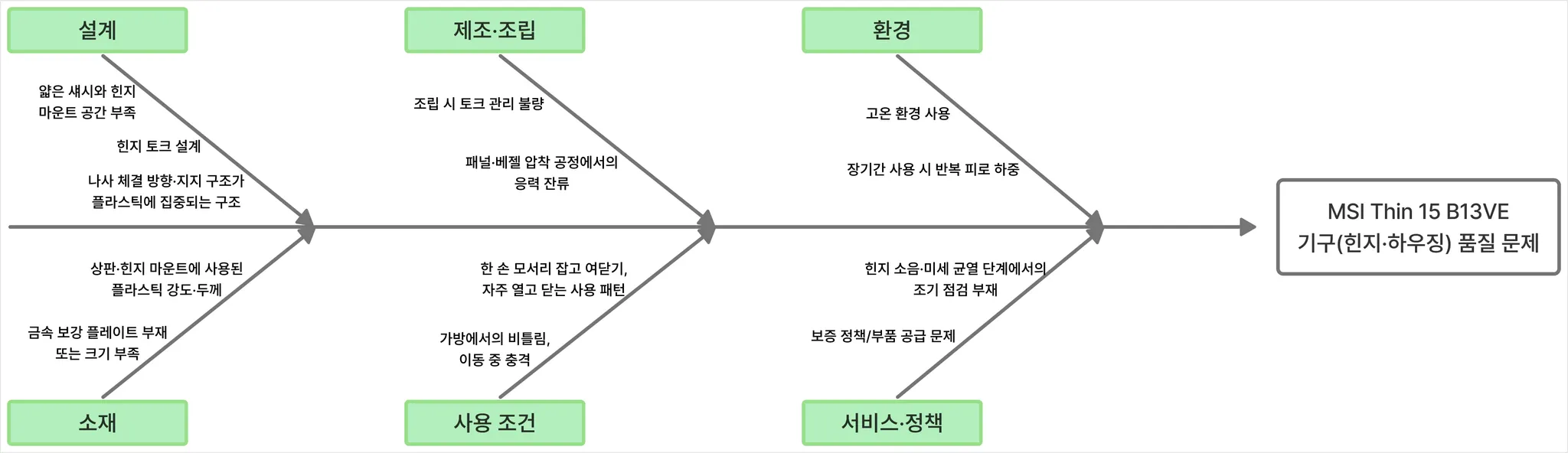
- Cause & Effect Dlagram. 연관도, Fish Born Diagram 등으로 불림.
- 문제에 대한 여러 가지 가능한 원인을 식별하고 표시
- 여러 원인 간의 관계를 화인할 수 있으며 어떤 데이터를 수집해야 한지 결정하는 데 도움됨
- 예를 들어 어떤 품질의 원인을 파악 할때 4M(Man, Machine. Material. Method) 분석 방식으로 시각화 할 때 활용
- 이시카와 가오루 교수가 제안
- 특성요인도 활용법
- 집중된 문제를 명확하게 정의할 때 활용: 이미 전문가는 발생 현상에 대한 이유를 알고 있는 경우가 있으나 종종 원인이 분명하지 않을 수도 있음
- 이럴 경우 브레인스토밍을 사용하여 가능한 원인을 파악할 수도 있음
- 원인을 합리적인 클러스터로 분류(3개 이상, 6개 이하)
- 클러스터에 레이블을 지정
- 각클러스터에서 뼈대를 개발하고 배열의
- 각 인과 사슬의 논리적 타당성을 확인
사례 연습
![]()
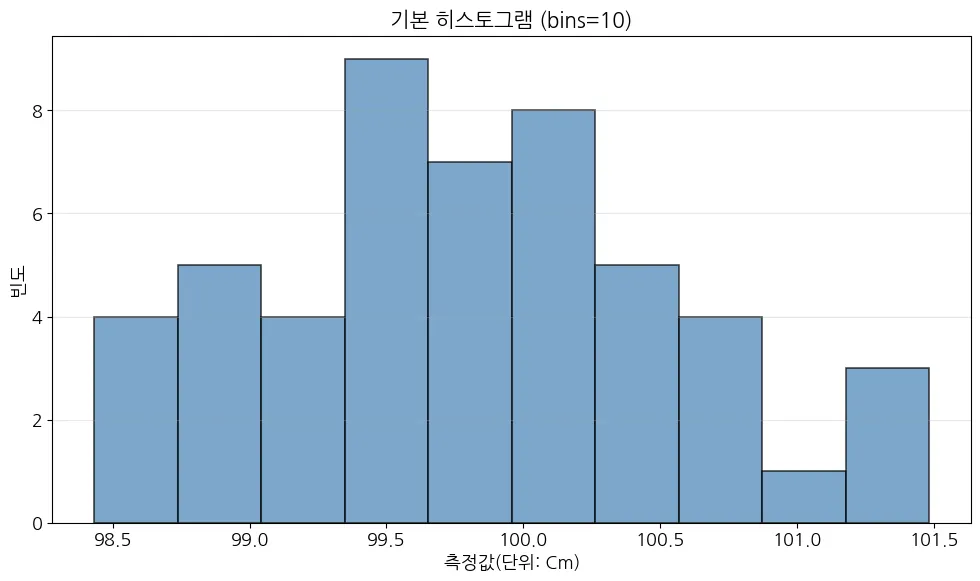
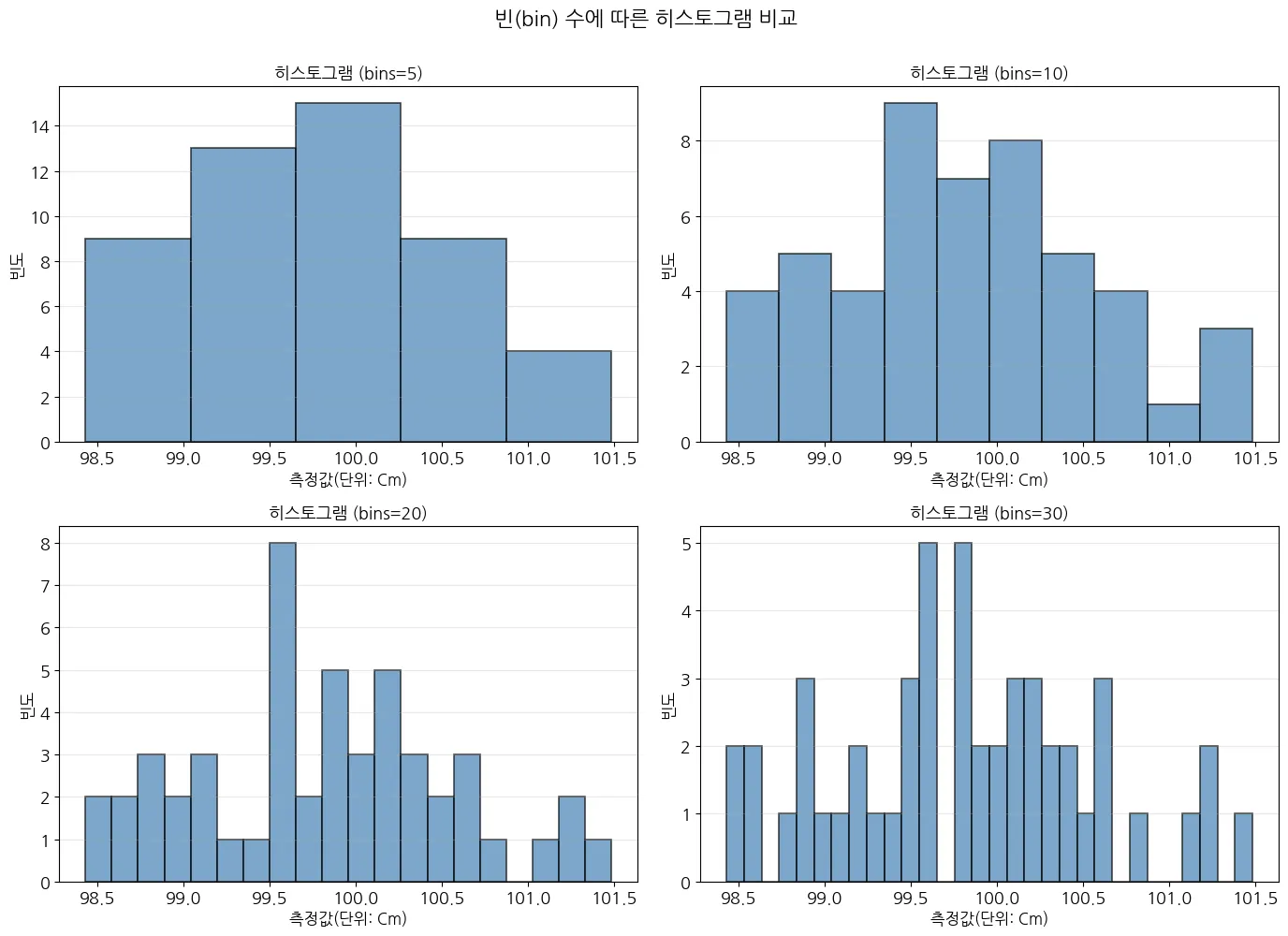
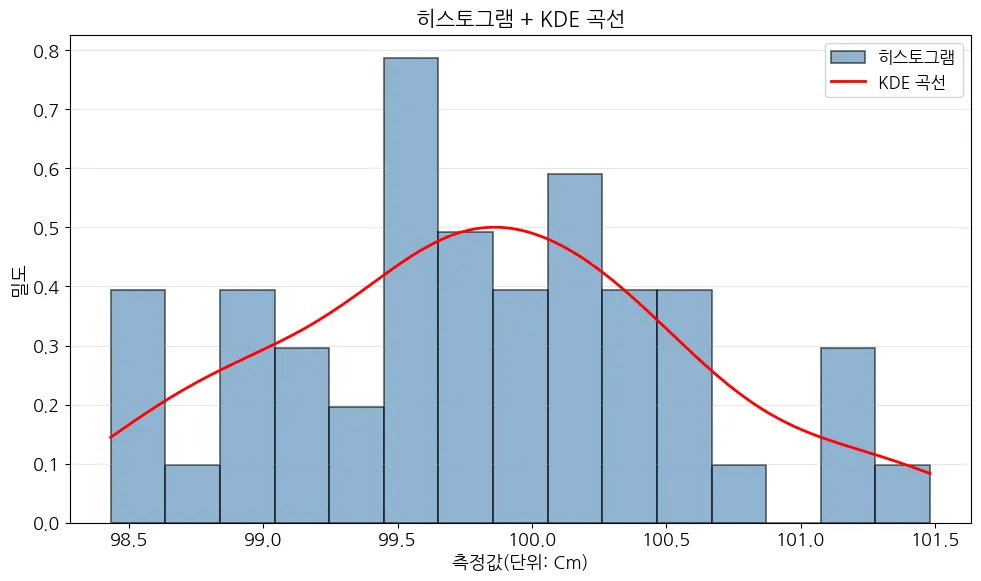
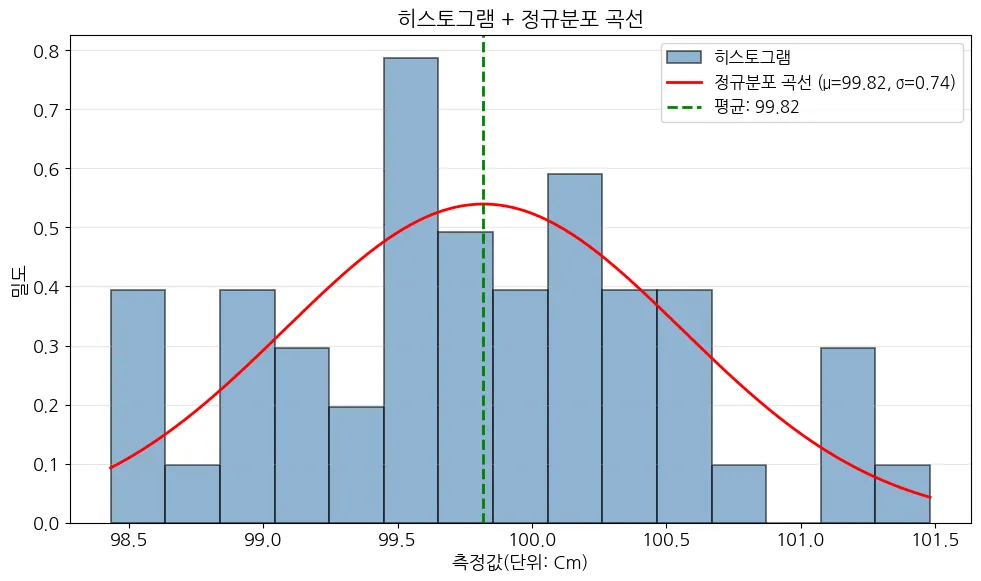
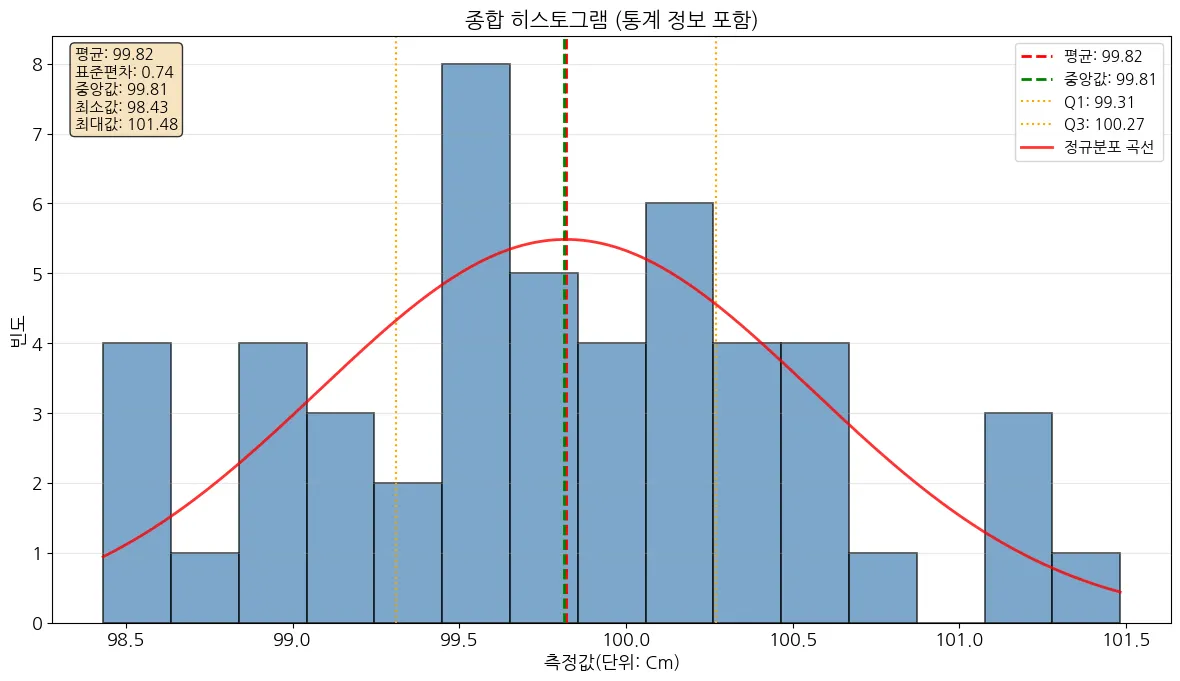
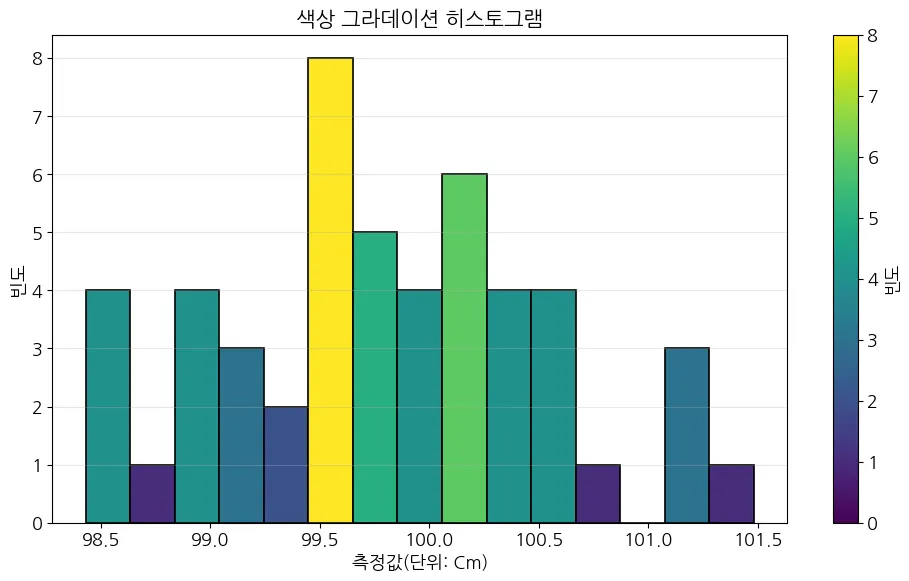
히스토그램
- 도수분포표라고도 불림
- 결과가 목표 값을 중심으로 어떤 분포를 가지는지 확인
- 그래프의 형태를 통해 측정된 샘플의 집단에 대한 판독과 판정이 가능
관리도와 공정능력 분석
- 품질 관리의 단계: 검사 > 공정관리 > (+ 실시간 전수검사) > 예지관리
- 검사: 여기서 불량 판정해봤자 근본적으로 해결되는 건 없고 그냥 버리는 수밖에 없음
- 공정관리: 원인을 찾아 개선 가능
- 예지관리: 불량이 발생하기 전에 처리 가능
- 실시간 전수검사: 비전 자동화 이런거
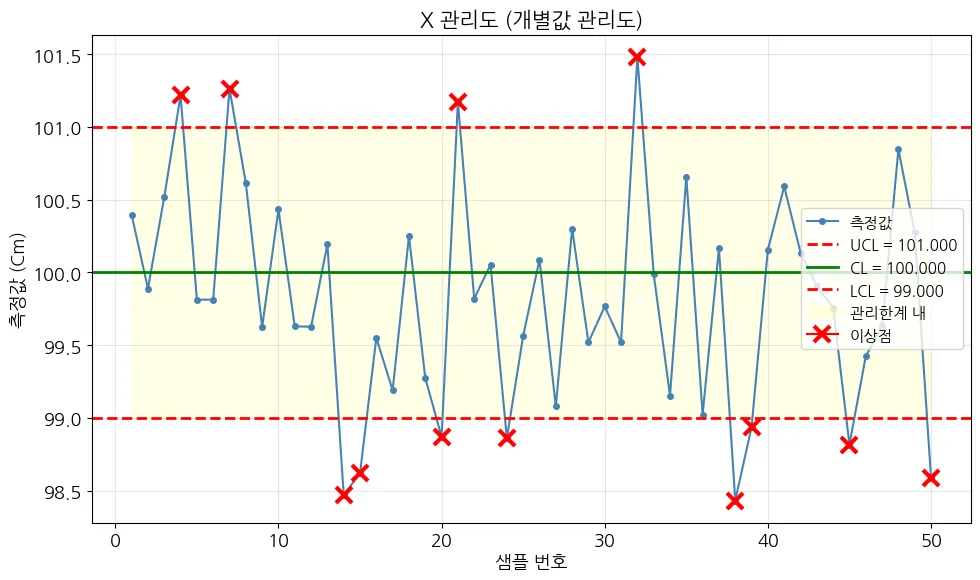
- 관리도의 정의: 공정에서 얻은 데이터를 시간순으로 나열하고 관리 상한선(UCL)과 관리 하한선(LCL)을 설정해 공정의 안정성을 판단하는 도구
- 관리도의 의미
- SPC는 품질을 통계적으로 관리하는 철학이라고 한다면 관리도는 이를 실현하는 핵심 도구
- 관리도를 통해 공정 데이터를 시각화하고, 공정 이상 발생 시 원인을 파악해 즉시 대응 가능
- 공정의 통계적 안정성 확인, 이상 상태 탐지
- 예로써 시간에 따른 치수 측정 결과각 관리한계 밖으로 벗어나는지 확인
- 종류
- 계량형 관리도: X-R(범위) 관리도, X-S(표준편차) 관리도 등. 보통 샘플 수가 10개 이하로 적을 때 사용.
- 계수형 관리도: np(불량품 수), p(불량률), c(결점 수) 관리도.
- np 관리도: 일정한 크기의 샘플에서 불량품의 수를 관리. 샘플 크기 n이 일정함
- p 관리도: 불량률(비율)을 관리함. 샘플 크기는 가변적.
- c 관리도: 단위 당 결점 수를 관리. 검사 단위가 동일할 때 사용. 예를 들면 금속 판 1단위 당 스크래치 수 측정.
공정 능력 분석
품질검사와 공정관리의 차이점 이해
품질 검사 공정 검사 관점 검사 중심 공정 중심 목표 규격 만족 최소 산포 도구 샘플링 검사법 (전통 방법) 공정 능력 지수, 관리도 대상 출하 품질 공정 품질, 생산성 활용 방식 사후 검사, 이슈 해결 사전 예방 - 공정 능력 분석: 공정이 고객이 원하는 허용 범위 규격 내에서 일관되게 생산할 수 있는지를 평가하는 통계 기법
- 목적
- 품질 안정성 평가
- 설비 개선 여부 판단
- 고객 요구 충족 여부 진단
| 공정 능력 지수 | 조치 |
|---|---|
| $G_{pk} \leq 1.67$ | 공정능력이 매우 충분하므로 비용 및 관리의 최소화 고려 |
| $1.67 \geq G_{pk} \geq 1.33$ | 공정능력이 충분하므로 현재 상태들 유지 |
| $1.33 \geq G_{pk} \geq 1.00$ | 공정능력이 충분하지 않으므로 공정관리를 철저히 행함 |
| $1.00 \geq G_{pk} \geq 0.67$ | 공정능력이 부족하여 불량이 발생하므로 공정의 개선이 요구된 |
| $0.67 \geq G_{pk}$ | 공정능력이 매우 부족하므로 현황조사 및 원인규명, 품질개선 등의 긴급대책을 마련해야 함 |
⇒ 자동 경고 및 라인 정지
- Cp, Cpk
- Cp (Process Capability): 공정이 규격 한계 내에 결과를 산출할 수 있는 잠재적 능력을 나타내는 지수
- 공정의 분포 폭(6$\sigma$)과 규격 폭(USL-LSL)을 비교하여 계산하며, 공정이 정규분포로 가정되고 중심이 정확히 규격 중앙에 위치한다고 가정.
- Cp 값이 클수록 공정의 산포가 규격 대비 좁아 잠재적으로 많은 생산물이 규격을 만족함을 의미
- 다만 Cp는 공정 평균의 위치를 고려하지 않으므로, 공정 평균이 치우쳐 있어도 Cp 값만으로는 이를 알 수 없음
- Cpk (Process Capability Index): 공정이 현재 실제로 규격을 만족하는 능력을 나타내는 지수
- 공정 평균의 치우침까지 고려한 값
- Cpk는 공정 평균이 규격 중앙에서 얼마나 치우쳐 있는지와 산포($\sigma$)를 함께 반영하므로, 공정의 실제 품질 수준을 나타냄
- 차이점 요약
- Cp는 공정 산포만을 고려한 지표이고, Cpk는 공정 산포 + 평균 위치(치우침)를 함께 고려한 지표
- Cpk가 Cp보다 커야 치우침이 없다는 뜻
- Cp (Process Capability): 공정이 규격 한계 내에 결과를 산출할 수 있는 잠재적 능력을 나타내는 지수
- Cp, Cpk ≥ 1.67
- 공정 능력이 매우 우수한 수준
- 공정 산포가 규격 대비 충분히 작고 평균도 중심에 가까워, 고객 요구를 여유 있게 충족
- 공정은 결함 발생 가능성이 극히 낮아 거의 불량이 나오지 않는 수준이며, 안전 특성이나 중요한 특성의 경우 종종 요구되는 세계적 수준의 품질
- 예를 들어 자동차 및 항공우주 산업에서는 중요 특성에 대해 Cpk 1.67 이상을 목표로 함
- 참고로 Cpk $\approx$ 1.67이면 공정 평균으로부터 $\pm 5\sigma$ 범위가 규격 한계에 해당하므로, 이상적인 조건에서 불량률이 PPM 단위로 매우 미미한 “5시그마” 수준
- 1.33 ≤ Cp, Cpk < 1.67
- 공정 능력이 양호한 수준
- 대부분의 고객 요구 사항을 충족하는 안정적 공정으로 간주됨
- 산업 전반에서 보편적인 최소 요구 수준
- 실제로 AIAG 등에서는 특별한 요구가 없을 경우 Cpk 1.33 이상을 달성할 것을 기본 목표로 함
- Cpk $\approx$ 1.33은 공정 결과의 약 99.99%가 규격 내에 들어오는 수준
- 1.00 ≤ Cp, Cpk < 1.33
- 공정 능력이 경계선상 또는 보통 수준
- 규격을 간신히 만족하거나 일부 불량이 나율 수 있는 수준
- Cpk = 1.0이라면 공정 산포의 $\pm 3\sigma$가 정확히 규격 한계에 맞닿는 상태로, 이상적인 중심정렬시 약 99.73%의 제품이 규격을 만족
- 그러나 실제 생산에서는 공정 변동이 존재하므로 Cpk 1.0~1.33 구간에서는 불량 발생 가능성이 다소 있으며, 품질 개선 여지가 있음
- 고객 요구를 완전히 안정적으로 충족한다고 보기 어렵기 때문에, 지속적인 모니터링과 개선 노력이 필요한 상태
- 예: 제약 업계 등 품질 요구사항이 높은 분야에서는 이 구간을 미휴한 수준으로 간주하여 향상을 요구할 수 있음
- 0.67 ≤ Cp, Cpk < 1.00
- 공정 능력이 불충분한 수준
- 공정 산포가 규격보다 커서 상당 비율의 제품이 규격을 벗어날 수 있음
- 고객 요구를 만족시키지 못함
- 일반적으로 Cpk < 1.0은 공정이 요구 수준에 미치지 못함을 의미하는데, 특히 이 구간에서는 불량률이 높아 품질 문제가 예상됨
- “현재 작업에 적합하지 않은 수준으로, 개선이 필요하다”고 평가함
- 공정 능력이 부족하여 즉각적인 개선 조치가 요구되는 단계
- Cp, Cpk < 0.67
- 공정 능력이 부적합한 수준
- 규격 대비 공정 변동이 너무 커서 품질이 극도로 불안정
- 대부분의 생산물이 규격을 만족하지 못할 가능성이 높음
- 공정은 전혀 고객 요구를 충족하지 못함
- 제품의 대량 불량이 발생할 수 있는 상태
- Cpk < 0.67을 “전혀 적합하지 않은 (totally inadequate)” 공정으로 분류
- 참고로 Cpk 0.67은 공정 평균이 규격 한계까지 약 $\pm 2\sigma$ 정도밖에 여유가 없는 상태로, 이상적인 경우에도 불량률이 약 4.5% 수준
- 공정 능력 향상 방법
- 전제: 측정 시스템의 신뢰성. 계측기가 매번 일관된 측정값을 보임, 측정자가 달라져도 일관된 결과가 나옴.
- 변동성 줄이기
- 변동성($\sigma$)가 줄어들수록 = 표준편차가 작아질수록 Cp 값 상승 → 공정 안정성 증가
- 공정 관리 업무 표준화
- 설비 정비 및 교체
- 작업자 교육
- SPC(not 삼립)
- 자동화 및 디지털화
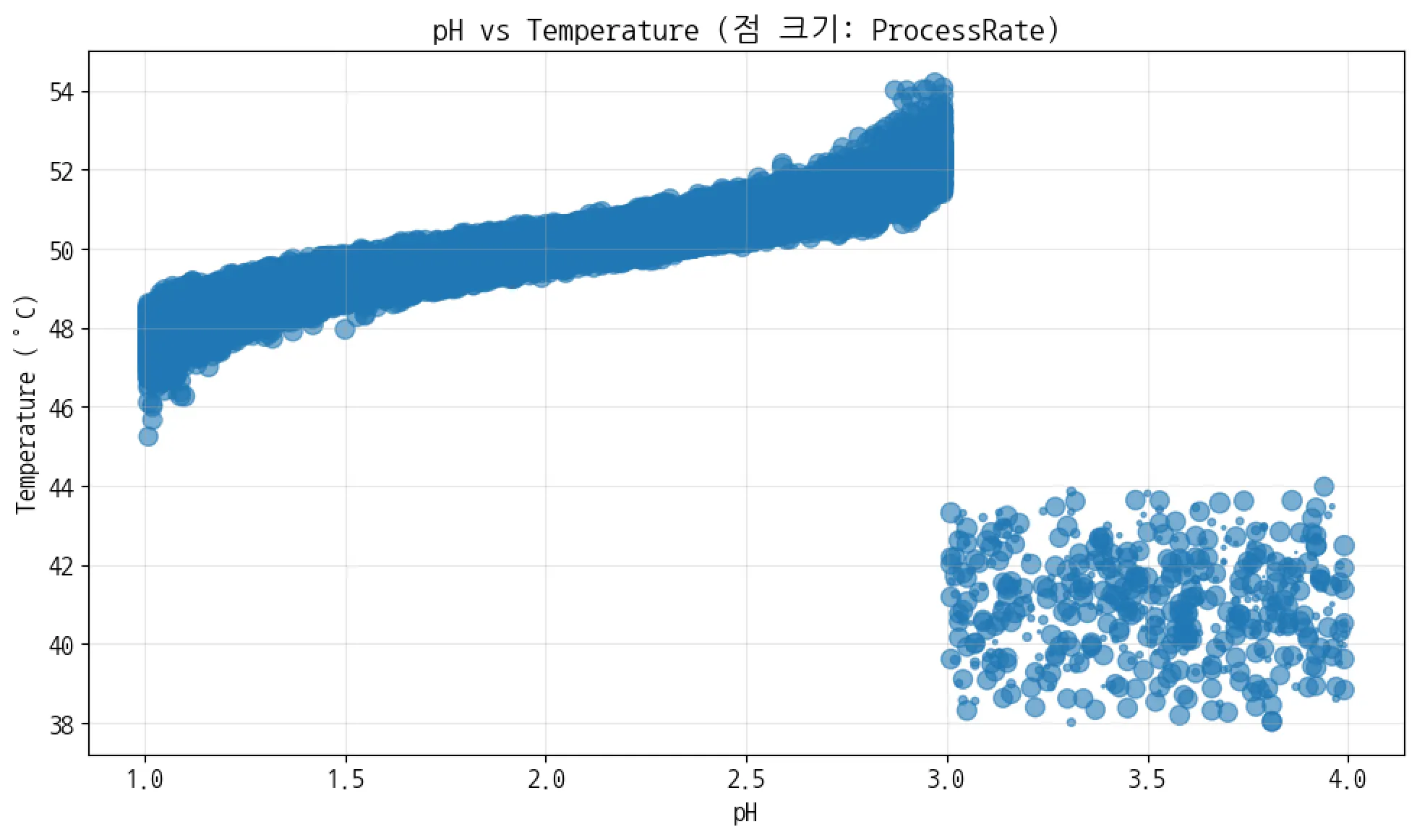
산점도
그래프 보면 뭔말알.