
이전 내용 리뷰
영국의 증기기관 → 전기 → 컴퓨터 → 지금 우리가 배우고 있는 모든 거
스마트공장의 기술적 요건 AT, IT, OT → OT가 무엇인가? 운영기술
- 스마트공장의 정의
- 우리만의 언어로 정의
- ERP MES POP
- 스마트공장의 5가지 요건
- 4M+1E 디지털화
- 지능화
- 수준별 단계
- 스마트공장의 최소조건 → 로트 트래킹
- 아침에 우유를 먹고 배탈나면 추적해야함
- 가장 높은 수준은 맞춤형 생산
- 중간1 수준은 의사결정을 도와줄 수준
- 차선변경할 때 잘못변경하면 삐삐삐삐삐 경고 해줌
- 중간2 수준은 제어가 자동화 되는 것
- 자율주행차
- 스마트공장의 최소조건 → 로트 트래킹
- 제조(공장)과 IT 시스템의 발전 - ppt 37페이지 별표
- 스마트 공장의 정보시스템
- MES 출현배경
- 제조실행시스템
- 보이게 하라
- ERP, MES 관련 면접을 갈 때 참고하면 좋을 것 -> 67페이지
- 무척중요한거
- BOM
- 어떤 제품의 한 단위를 만들기 위해 필요한 (부품, 구성품)의 구조와 수량을 표현한 것
- BOM이 없으면 원가 계산이 안된다. 대부분의 공장들은 원가로부터 자유롭지 않다.
- 가격이 높고 원가가 낮아야 주머니가 두둑해진다.
- 시장점유율 1등 정도는 해야 가격을 높일 수 있다.
- 내가 마음대로 할 수 있는건 제조 원가이다.
- Routing
- BOM
MES의 개요
기준 정보 구축
- MES의 기본 모듈
- BOM: 어떤 제품의 한 단위를 만들기 위해 필요한 (부품, 구성품, 자재, 재료 등)의 구조와 수량을 표현한 것
- Routing
- 기준정보 관리
- 학적부 같은거, 학번, 이름 등 식별하기 위함이다.
- 자동차의 누적 주행 거리 수 → 엔진오일 관리, 거래, 차 바꾸기
BOM(Bill of Material): 자재 명세서
- 기준 정보 데이터의 확보
- BOM은 부품 기준정보와 제품구조로 구성되어 있으며, 생산 및 판매 활동의 전 부문에서 활용되고 제품의 원가를 계산하여 결산과 성과 측정의 목적으로 사용
- 제품을 만드는데 필요한 부품의 종류와 양
- 제품을 만드는 과정(공정순서)
- 제품을 만드는데 필요한 시간
- 제품을 만드는데 투입된 원가(노무비/경비…)
- 제품의 제조 가능량(capacity)
- 조립품이나 제품 등 상위 품목을 만드는데 필요한 반제품, 부품 워재료의 목록으로 구성된 것으로 제품 구조 이상의 의미를 지니며 생산 활동에 필요한 모든 정보를 체계화 데이터베이스화 한 것
- Level 0 : 자동 사진 인화기
- Level 1 : 케이스, 센서 Ass’y, 드라이어 Ass’y
- Level 2 : 드라이어 케이스, 드라이어 Roll Ass’y
- Level 3 : 링, 베아링, 샤프트
- Part Master 정보
- 부품 설명
- 계획 및 통제 Parameter
- 원가 정보
- Plant Record
- 생산공장
- Structure 정보
- 상호관계
- 수량
- 유효범위
- 변경이력
- 물리적 특성
- Specification(사양, 스펙)
- 도면
- 관련 자료
- 참고 자료
- BOM은 부품 기준정보와 제품구조로 구성되어 있으며, 생산 및 판매 활동의 전 부문에서 활용되고 제품의 원가를 계산하여 결산과 성과 측정의 목적으로 사용
- BOM의 용도
- 상호관계
- 수량
- 유효범위
- 리드타임
- 계량단위
- BOM 구조 및 표현
- BOM 전개
- BOM 역전개
- BOM 유지관리, 형상관리
- BOM 유효성
- BOM 날짜 유효성(Date Effectivity)
적용 시기 및 범위가 날짜에 의해 생성
→ 다량 생산되는 제품 혹은 시효성 물자 개선에 의한 기술변경 시 주로 사용 - 일련번호 유효성(Serial Effectivity)
기술변경의 적용이 특정 호기, 특정 모델 및 구분(Block)에 속한 일련번호 내지 호기별 적용 방식 - 기본단위 유효성(Lot Effectivity)
- 면직물류의 염색 등 동일 제품일지라도 기본작업단위(Lot)에 따라 제품 질에 미세한 차이가 발생할 수 있는 경우 필수적 사용 주문에 의한 배치생산 방식 적용
- 로트 범위가 크면 나중에 불량이 날 때 비용이 많이 나옴
- 로트 범위가 좁으면 관리 비용이 많이 나옴
- 설계BOM과 제조BOM
- 서로 같을 수도 있지만 다를 수도 있다.
- 팬텀(Phantom) BOM
- transit subassembly에 사용되는 structure
- 설계과정에서 정의된 품목이지만, 제조 과정에서 순간적으로 생성되었다가 곧바로 소요
- 리드타임은 0, order policy는 L4L
- synthetics
- 설계 과정에서 정의되지 않았으나 제조 과정에서 별도 품목으로 취급하여 수불함
- 프로세스에 의한 생성, make/buy plan에 의한 생성
- 오더 목록표(Order BOM)
BOM 정확도 유지
빙산의 일각
- 드러난 작은 문제
- Part Number
- Configuration
- Quantity per
- Unit Of Measure
- 숨겨진 많은 문제
- Kit 오류
- 부분품 계획의 부정확 혹은 빠뜨림
- 독촉
- 타 조립품을 위한 부품 가용성
- 타 부품 일정에 악영향
- 불용 재고/과잉 재고
- 드러난 작은 문제
- BOM 정확도 유지 기법 - Principles
- 유일한 번호
- 한 넘버로 전 이용자 사용
- 재사용금지
- 정확성
- 책임 및 권한 부여
- 혼돈스러운 문자 사용 제외
- 확장 고려
- Description 표준화
- 계획 BOM - Planning Bills 사용 장점
- 예측 정확도 증가
- 취급해야할 목록 감소
- 하위 레벨 계획의 정확도 증가
- Order entry 용이
- 납기 단축
- 원가 계산 용이
- 데이터 관리 용이
- 모듈화 BOM
- 공용(Common) BOM과 조합(Kit) BOM
- 작업지시가 생산팀에도 내려지지만 자재팀에도 내려진다
- kit: 어느 한 제품을 만들기 위해서 한 꾸러미를 만들어야 하는데
- BOM과 향후 전략
- MRP 전개를 통한 자재 자동 발주
- 자재 창고에 자재가 넉넉히 있으면 그 돈은 누가 냄?
- 편의점 창고가 넓으면 넓을 수록 임대료, 창고가 없는게 제일 이상적
- 원자재 등등이 적으면 적을 수록 좋다
- 현실은 결품 나왔을 때의 손실과 자재 창고에 두었을 때의 비용의 최소한
- 필요한 날 하루 전날에 재고가 들어오는 것이 좋음
- 실 제조 원가 산출
- 표준 원가 적용을 위하여 BOM, Routing등 기준 정보의 관리 기준과 책임을 체계화 하고자 함
- MRP 전개를 통한 자재 자동 발주
- BOM과 관리 기준
- 보통 불량, 불량품이라고 하는데 표준은 부적합, 부적합품이다.
- 현 문제점
- 현재는 Eng’r/Mfg BOM 구분이 없고 Net 소요량만 관리되는 Eng’r BOM 개념임.
- 실 소요량이 없으므로 MRP에 의한 자재 자동 발주가 곤란함
→ 자재 발주 담당자의 경험과 제조 요청에 의존 - Net 소요량만 관리 되므로 실제 원가 산출 및 표준원가 적용이 곤란함.
- 관리 기준
- BOM은 Eng’r(Engineering)BOM과 Mfg(Manufacturing) BOM으로 구분하여 관리한다.
- Routing 관리 항목
- Routing 정보는 Model 개발 후 E-BOM을 M-BOM으로 Transfer할 때 자동 생성되며 BOM 및 Model 정보에 따라 Assy’ 가공비 정보(공수, 설비)가 따라 오게 됨
표준 시간 설정
표준시간의 이해
표준시간은 오래 전부터 현장에서 사용되어 왔습니다. 그러나 아직도 우리는 그럴듯한 표준시간이 없습니다. 그게 바로 우리의 공장관리 수준입니다. 표준시간의 수준이 높아진다면 생산성 관리의 수준이 높아질 것입니다.
- ST 활용을 고급화 하는 과정
- ST = Standard Time
- 제품 설계를 구현한다 → DESIGN 효율화 ST
- 생산시스템의 운영을 합리화한다.
생산계획, 일정계획 수립 / Capa 분석
→ 생산 일정관리용 ST - 작업/공정 설계 단계에서 포함되는 구조적인 낭비를 제거한다. → 생산 일정관리용 ST
- 작업표준을 수립 후 사실적이고 객관적으로 지켜 작업의 산포를 줄이며 숙련도를 향상시킨다. → 생산성 측정형 ST
- 표준시간, 그리고 선진 현장의 특징
- 관리자-작업자의 표준 대한 견해차이가 크지 않음.
- 작업생산성에 대한 논의가 자유롭게 이루어 짐.
- 표준시간은 통제 목적보다 개선 목적으로 활용됨.
- 작업자와 작업지원자의 역할분담이 정확히 지켜짐.
- 일일실적이 명확하게 마감되는 생산운영방식.
- 생산성이 부서나 제품별로 비교되지 않고 기간별로 비교.
- 공장관리 표준시간의 활용
- 원가계산의 분배지수
- 작업일정계획의 수립
- 생산일정계획의 수립
- 원가 및 외주단가의 견적기준
- 생산성(작업효율)관리의 기준
- 작업훈련의 달성 목표
- 정원산정을 위한 라인편성 기초 데이터
- 생산방식의 선택을 위한 대안비교기준
- 예산관리에 대한 예산분배기준
- 인센티브제도의 성과기준
- 표준시간 측정방법의 진화 → 과학적 관리
- 경험치에 의한 견적을 표준시간으로 사용(경험견적)
- 과거 작업기록을 기준으로 환산해서 사용(실적환산)
- 직접 일하는 작업자를 대상으로 측정(STOP WATCH)
- 표준 동작을 기준으로 하는 기법으로 측정(PTS)
- 공통된 것을 발췌, ST DB를 각가지 형태로 구축 활용(SD)
- 표준시간(Standard Time)
- 보통의 숙련 작업자가 정해진 표준 방법으로
- 정해진 환경조건 아래에서
- 정해진 설비, 치공구를 사용하여(몸에 피로를 주지 않고)
- 정해진 작업 순서에 따라
ONE BEST WAY : 표준작업 방법(최소공수의 작업)
- 정상속도로
- 레이팅 100%(몸에 피로를 주지 않고)
- 적정한 휴식
- 제품 1단위를 완성하는 데 소요되는 시간
- 보통의 숙련 작업자가 정해진 표준 방법으로
- 표준시간 4가지 의미
- 표준화 되어 있는 작업을
- 인정되는 숙련도를 가진 작업자가
- 정상적인 작업조건(표준요건)하에서
- 정상적인 작업속도, 정신적/육체적으로 무리가 없는 속도가
바로 작업을 하는 데에 걸리는 표준 소요시간이다.
만약에 그렇지 않다면 표준시간은 차이가 있는 것이 정상이다.
- 인간공학에서 표준시간
- 표준시간은
- 작업의 난이도를 표시하는 측정수단
- 가장 편하게 작업 할 수 있는 속도
- 서로가 갈등하지 말고 신뢰하면서 달성해야 하는 OUTPUT(산출물)
- 표준시간이 오래 걸리는
- 그런 작업을 하는 작업자는
- 설계가 잘못된 작업장에서 일을 하는 작업자
- 표준시간은
- 생산성, 품질, 피로도
- 생산성이 높을수록 품질이 좋아지고 피로도가 낮아진다.
- 생산성이 높은 수준을 유지하는 것은 바른 작업방법과 작업순서가 몸에 배어 있기 때문. = 실수가 적은 동작을 한다.
- 과학적 기준에 의한 관리
- 표준시간 산출 절차
- 무슨 제품/공정/작업을 분석할 것인지 선택한다.
- 과거 시간자료/치공구/작업역/작업환경/사용부품/작업자에 대해 조사한다.
- 작업자와 분석목적 및 분석방법에 대해 충분히 대화한다.
- 분석을 위해 일부 작업을 표준작업에 근접시키는 간단한 개선을 한다.
- VTR로 촬영한다.
- 요소작업구분을 하고 어떤 방법(SW/PTS/SD)으로 측정할 것인지 결정한다.
- “어떤 방법”
- STOP WATCH 분석 → RATING 실시 → 7
- PTS(WF/MOD/MTM) 분석 → 7
- SD 분석 → 8
- 여유율을 산정하고 내경법이나 외경법을 이용해 정미시간에 가산한다(ST산출)
- 작업/공정/제품 순으로 정리하고 ST LIST를 발간한다. 그리고 계속 UP TO DATE
- 표준시간의 Element
- 초등학생은 40분 수업 10분 쉬고 고등학생부터는 50분 수업하고 10분 쉬는 경우 → 수업시간과 쉬는시간으로 구성되나 그 분배는 달라짐
- 주 작업시간(1단위 생산 시 소요)과 준비작업시간(1로트 생산 시 소요), 정미시간과 여유시간(규칙/불규칙적으로 발생하는 작업)
- 표준시간의 설정 기법 비교
- 시간연구법은 실물이 있어야만 가능하다
- 개발단계면 생산 전이기 때문에 실물이 없다
- PTS와 SD는 개발단계에서도 사용이 가능하다.
- 기정시간분석(PTS)
- 이미 과거에 연구해서 정해놨음
- 표준테이블
- 공사현장을 가면 표준품새 시간이 있다
- 시간연구법은 실물이 있어야만 가능하다
- 작업 표준의 이해
- 품질표준 QC공정도
- 제조표준 제조 공정도
- 작업표준서: 제품 / 공정 / 작업 / 동작 표준
- 기타: 준비 / 검사 / 운전 표준 등
- 표준시간의 정의
적정한 작업측정 수법을 정확하게 적용하여 결정한 작업을 수행하는데 필요한 시간치이며, 기본시간에 적정한 여유율을 적용하여 얻을 수 있다- 정해진 방법과 설비를 사용해서 정해진 작업 조건에서
- 그 일에 요구되는 특정의 숙련도를 가진 작업자가
- 그 일에 대하여 훈련을 받고 육체적으로 그 직무를 충분히 수행할 수 있다고 생각되는 상태에서
- 표준속도로 작업을 수행할 결우에 1단위의 작업량을 완성하는데 필요한 시간이다.
→ 정해진 표준작업 방법으로 숙련된 작업자가 표준속도로 작업을 할 때에 필요한 시간
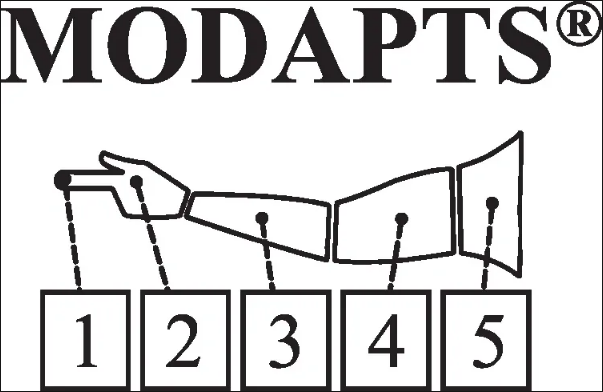
- MODAPTS → 표준 시간을 측정하는 방식
- 물건을 만드는데 어떤 동작이 있는지만 알면 제조 시간을 알 수 있다.
![]()
- 이동 동작: 손이나 팔이 작업을 목적으로 움직이는 동작을 말하며 신체의 “팔” 부위에 따라 5가지로 구분한다.
- 종국 동작: 이동동작이 리우어지고 난후에 목적을 달성하기 위한 동작으로 물건을 잡거나 놓는 동작을 종국동작이라 한다. 이는 작업의 주의력에 따라 분류한다.
- 기타 동작: 이동동작, 종국동작 이외의 동작으로서 MODAPTS 기본도상에서 하단에 불류되어 있는 동작을 말한다. 손의 동작을 보조하고 있는 동작
- 물건을 만드는데 어떤 동작이 있는지만 알면 제조 시간을 알 수 있다.
생산성 분석
생산 관리의 개념과 범위
- 조직: 공통 목적을 지향하는 다수인의 조정된 통합적 노력.
- 효용의 창출, 교환 및 소비를 위한 매개체.
- 기업: 자본주의 사회에서 가장 잘 발달된 조직
- 생산 관리의 의의: 기업 사명의 실현에 절대적 기능.
- 기업의 사명 - 기업의 신념
- 제품/서비스는 적어도 그 가격 이상의 가치(혜택)를 제공해야 함.
- 제품/서비스는 특정시장의 고객 욕구를 충족시켜줄 수 있어야 함.
- 생산 기술 가격과 품질면에서 경쟁적인 제품이나 서비스를 제공
- 기업은 다른 사람들의 노력과 지원으로 생존·성장, 수익을 얻음
- 생산 시스템과 제조 프로세스
- SIPOC 또는 COPIS
- S → I → P → O → C = 공급자 → 투입 → 프로세스 → 산출 → 고객
- 투입
- 토지, 노종, 자본, 정보
- 변형/변환 과정
- 산출
- 제품
- 서비스
- 통제
- 피드백
- SIPOC 또는 COPIS
생산/운영 분류
생산/운영 분류 특성: 변환과정 특성: 산출(효용) 예 1차 산업 재배, 채취 기초효용 농.축.임.수산업 제조업 형태변환 형태효용 광산, 정유, 제철, 자동차, 건축 등 수송 장소변화 장소효용 육상, 해상, 항공 저장 시간변환 시간효용 창고업, 락커룸 공급 소유권변환 소유효용 도매, 소매업, 부동산 중개업 일반서비스 상태변환 상태효용 공공기관, 교육, 금융, 통신, 병원, 위락시설 - 생산 관리의 추세
- 서비스 부문의 성장
- 생산성의 변화
- 경쟁의 세계화
- 품질, 시간, 기술에 의한 경쟁
- 환경, 기업윤리 등
- 대량고객화(Mass-Customization)
- 다품종소량생산과 소품종대량생산의 접근
- 통합의 경제(Economies of integration)(= 규모의 경제 + 범위의 경제) 추구
- 다품종소량생산: 대량생산의 이점(규모의 경제)을 누릴 수 있는 방안 강구(예, Group Technology 등)
- 소품종대량생산: 다품종생산의 이점(범위의 경제)을 누릴 수 있는 시스템 모색(예, Modular Design, Cellular Manufacturing)
생산 관리의 기능과 발전
- 조직가치의 생산목적으로의 전환: 조직목적을 생산관리 특성과 연관시킴
- 조직구조와 인적자원의 활용: 가장 바람직한 형태의 조직구조와 생산공정에의 인력 배치에 세심한 관심
- 생산시스템의 설계: 조직의 기술 및 운영 특성들을 결정하는 다음과 같은 다수의 중대한 장기적 의사결정사항들
- 제품설계
- 생산능력계획
- 공정설계
- 작업설계 및 측정
- 이설입지 및 설비배치
- 경영정보시스템
- 생산(운영)계획 및 통제 : 재고관리, 품질관리, 장비관리, 원가관리
- 근대적 생산관리의 출현
- 18C 후반 산업혁명:
- 소규모 공장의 장인에 의한 생산 → 기계에 의한 인간의 노동력 대체
- 증기엔진이 공장에서 기계를 가동할 동력의 원천 제공
- 방적기와 동력직조기에 의한 섬유산업의 변혁
- 갈브레드: 산업공학자, 동작연구의 아버지로 불린다. 그는 과업 아주 세밀한 부분을 적용할 수 있는 동작경제의 원칙을 개발했다.
- 간트: 근로자들을 동기시키는데 비금전저긴 보상의 중요성을 인식하였으며 스케줄링에 주로 사용되는 간트차트를 개발하였다.
- 포드: 위대한 산업가이며 생산 효율을 향상 시킬 목적으로 과학적 관리의 원칙을 적용하였다. 컨베이어 생산 방식 도입
- 18C 후반 산업혁명:
- 포드 시스템(Ford System)
- 포디즘(Fordism): 기업 = 사회봉사기관; “저가격 고임금”의 실현을 추구하는 경영이념
- 대량생산방식 확립 - 3S: 제품 및 작업의 단순화(Simplification), 부품의 표준화(standardization), 기계·공구의 전문화(specialization)
- 포드 시스템의 단점
- 동시적 이동조립공정에 따른 작업속도의 강제성-비인간화
- 한 공정의 중단이 모든 공정에 영향
- 설비투자로 인한 막대한 고정비 부담.
- 제품 단순화로 시장구조 변화나 다양한 수요에의 적응 곤란.
- 제품 및 생산설비의 변경·개량 곤란.
생산 시스템의 유형
생산운영관리 의사 결정
의사결정 분야 - 의사결정의 영향 요인
- 제품 및 서비스 설계 - 원가, 품질, 제품책임과 환경적 이슈
- 생산 용량 - 원가구조, 유연성
- 프로세스 선택 배치 - 원가, 유연성, 필요한 기능 수준, 생산 용량
- 업무 설계 - 근로생활의 질, 고용 안정, 생산성
- 입지 - 원가, 가시성
- 품질 - 고객의 기대를 충족하거나 도는 초과하는 능력
- 재고 - 원가, 재고 부족
- 설비 유지 - 원가, 장비 신뢰성, 생산성
- 스케줄링 - 유연성, 효율성
- 공급사슬 - 원가, 품질, 민첩성, 재고 부족, 공급자 관계
- 프로젝트 - 원가, 신제품이나 서비스, 운영시스템
생산 형태에 의한 분류
생산시스템의 유형에 따라 시스템의 분석, 설계, 계획 및 통제 등이 달라진다.수주측면 생산반복성 품종과 수량 생산의 흐름 주문 생산
계획생산
(예측생산)개별생산
뱃치생산
대량생산
연속생산프로젝트생산
다품종소량
소품종대량단속생산
연속생산주문생산과 예측생산
구분 주문생산 예측생산 제품특성 제품시방-고객 결정
제품종류 다양
고가(상대적)제품시방-생산자 결정
품종 한정
저가(상대적)생산설비 범용설비(장비) 전용설비(장비) 수행목표의
중요도(순위)납기-품질-원가
- 생산능력 이용도원가-품질-생산능력 이용도
- 고객서비스운영상의
주요문제생산활동 관리
납기관리예측, 계획생산
재고관리
생산성의 이해
- 생산성이란
- 생산성 = OUTPUT / INPUT
- 노동생산성 = 생산량 / 실제시간
- 생산성의 2가지 측면
- 노동생산성: 제조방식 $\times$ 실시효율 = 창조적 사고의 산물 $\times$ 실시자의 능력/노력의 산물
- 고수준의 노동생산성: 제조방식의 개발 $\times$ 고수준의 퍼포먼스 관리
- 공수: 작업할 부하량이나 작업능력의 단위로서 연 작업시간을 말하는 것이며, 가감승제의 처리가 가능한 성질을 가지고 있음. 사람이나 기계가 할 수 있는 일 또는 한 일의 양을 시간으로 표시하는 것
- 공수의 단위
- man per day
- man per hour
- man per minute
- 공수 사용의 장점: 서로 다른 단위를 사용하는 생산 요소들의 단위를 통일시킴으로써 상호비교 및 평가가 가능하고 가감승제의 계산이 가능하여 각종 계획 수립 및 관리에 유용하게 적용할 수 있음.
- 생산성의 구분
- 생산성향상
- 노동생산성 = 산출량/노동 투입량
- 설비생산성 = 산출량/설비 투입량
- 원재료 생산성 = 산출력/원재료 투입량
- 노동생산성의 대표 지표: 인당생산대수, 시간당 생산대수
- 설비생산성의 대표 지표: 설비종합효율(시간가동율, 성능가동율)
- 생산성향상
노동 생산성
- 노동생산성: 투입된 노동량(시간)에 비해 산출되는 생산량의 비율
- 공수 구조
- 종합능률 = 작업능률 + 가동율
- 표준공수: 작업능률에 해당. 퍼포먼스 loss 존재(작업 방법, 환경의 부적합 / 작업자의 미숙련, 노력 부족 등의 작업자 유실)
- 실동공수: 작업능률 및 가동율에 해당, 표준공수와 퍼포먼스 loss로 구성됨. 관리자 책임 손실 존재(자재불량/품절, 설비고장, 교육, 회의 등 관리자 유실)
- 작업공수: 가동율에 해당, 실동공수와 관리자 책임 손실로 구성됨.
- 용어 정의
표준시간: 규정된 작업 조건 하에서 규정된 작업 방법으로 평균 숙련과 기능을 갖춘 작업자가 정상의 속도로 규정된 질의 제품 1단위를 생산하는데 소요되는 시간
표준시간 = 정미시간 + 여유시간
- 정미시간: 순수하게 작업에 필요한 시간치로 대상 작업의 기본적인 내용이 규칙적, 주기적으로 반복되는 시간이다.
- 여유시간: 작업중 불규칙적, 우발적으로 발생되는 시간을 정미시간에 보상해주는 시간을 말하며, 관리방식 및 작업조건의 개선에 따라 조정이 가능하다.
- 여유시간의 종류: 개인여유(생리여유), 작업여유(기초여유), 변동여유(피로, 기계간섭)
- 생산량: 공정 최종검사에서 합격된 양품수량
- 정상작업시간: 1일 근무시간 중에 휴식시간을 제외한 시간
- 정상작업일: 특근일(공휴일, 국경일, 회사사정에 의한 휴무일 등)이외의 근무일. 단, 휴일의 대근은 정상 작업일이다.
- 공수인력: 라인/공정단위에서 작업시간을 측정 가능한 인력과, 작업시간 측정은 곤란하나 생산에 직접 참여하는 인력
- 작업시간 측정가능 직무: 직접 작업자, 도움 작업자, Operator
- 생산에 직접 참여하는 인력: 라인/공정 단위 내 인력 및 마샬링 인력
- 작업 공수: 작업에 투입한 총공수 = 투입인력 X 작업시간
- 실동 공수: 작업공수에서 유실공수를 제외한 공수로서 작업에 실제적으로 투입한 공수 = 작업공수 - 유실 공수
- 표준 공수: 양품을 생산하는데 투입된 표준시간의 합계 = $\sum$(기종별 S/T $\times$ 생산량)
- 유실 공수: 작업자 책임이 아닌 Loss공수로서 표준시간 설정시 여유시간에 포함되지 않은 공수로 각 유실항목별 유실시간에 투입된 인력을 곱해 산출함. = $\sum$(유실항목별 유실시간 $\times$ 투입인력)
- 유실 종류: 근대, 회의/조회, 교육/훈련, 자재품절(사내/외), 자재불량, 기종변경, 재작업, 기계고장/정비, 외주추가작업, 외주품 품절, 시생산, 재고조사
- 노동생산성 산출
- 노동생산성 산출방법 - 작업공수효율: 노동생산성의 대표적 지표로서 표준시간대비 유실공수와 P/L를 포함한 작업공수의 양으로 계산한다.
- 실동공수효율: 작업자들의 작업 수행 능력을 파악하는 지표로서 표준시간 대비 P/L를 포함한 실동공수의 양으로 계산된다.
- 유실률: 작업공수 대비 관리자 유실에 의한 유실공수의 양으로 계산된다.
설비 생산성
- 설비 생산성: 투입된 설비(시간)에 비해 산출되는 생산량의 비율
- 지표의 구조
- 조업시간: 부하시간과 비근무시간으로 구성됨
- 비근무시간: 휴식, 식사, 정전, 계획적인 휴업 등
- 부하시간: 가동시간과 [관리유실, 고장정지, 준비조정] 시간으로 구성됨
- 관리유실: 근태, 회의, 교육, 자재 품절, 불량 재작업 등
- 고장정지: 설비, 부품이 규정 기능을 잃어 정지한 시간
- 준비조정: 기종변경, 작업 준비 등으로 정지한 시간
- 가동시간: 정미가동시간과 [순간정지, 속도저하] 시간으로 구성됨
- 순간정지: 설비가 일시적으로 정지 또는 공회전 한 시간
- 속도저하: 이론 C/Time 과 실제 C/Time과의 차이 시간
- 정미가동시간: 가치가동시간과 공정불량 시간으로 구성됨
- 공정불량: 규정된 품질의 범위를 벗어난 생산 시간
- 가치가동시간
- 조업시간: 부하시간과 비근무시간으로 구성됨
- 용어 정의
- 조업 시간: 1일 근무시간을 기초로 하루의 시업 시간과 종업 시간 사이의 총 시간
- 휴식 및 식사 시간, 잔업 시간을 포함한 시간
- 부하 시간: 조업 시간에서 회사가 인정하는 식사 시간, 휴식 시간을 제외하고, 설비가 정지된 시간
- 가동 시간: 부하 시간에서 정지 시간을 제외한 시간으로 설비가 실제 가동한 시간
- 정지 시간: 설비, 자재, 사람, 환경 등 여러 사유로 인하여 계획적 또는 비계획적으로 설비가 정지된 시간
- 실가동 시간: 설비가 현재 성능으로 제품 생산에 기여한 시간 = 완성수 $\times$ 실제 Cycle Time
- 성능가동시간: 설비 도입시 성능(사양서의 Spec)으로 얼마나 제품을 생산했는가? 를 나타내는 시간 = 완성수 $\times$ 표준 Cycle Time
- 가치가동시간: 설비 도입시 성능(사양서의 Spec)으로 얼마나 양품을 생산했는가? 를 나타내는 시간 = 양품수 $\times$ 표준 Cycle Time
- 표준(이론)Cycle Time: 설비 도입시의 목표로 했던 설비 속도 (사양서나 품의서상의 Cycle Time)
- 표준 C/Time은 년간 변경없이 적용하는 기준이 되는 C/Time으로 년 1회 업데이트 한다.
- 실제 Cycle Time: 현재 설비가 생산하는데 걸리는 시간으로 작업환경과 제반여건을 감안한 가동시간으로 현재의 설비성능을 말한다.
- 조업 시간: 1일 근무시간을 기초로 하루의 시업 시간과 종업 시간 사이의 총 시간
- 설비 효율 관리
- 설비종합효율: 회사에서 규정한 부하시간 중 설비의 고유 성능을 가지고 부가가치를 창출해낸 시간의 비율
- 시간가동율: 부하시간중 설비의 정지시간(고장정지, 기종변경, 관리유실시간)을 제외한 가동시간과 부하시간의 비율로 설비가 정지없이 가동되고 있는가?를 나타냄
- 성능 가동율: 실질가동율과 속도가동율의 곱으로 산출함
- 양품율: 완성수에서 양품의 비율을 나타냄
부하 분석
- 생산능력 구분 및 가동율/효율
- 부하(Load)의 정의
- 능력소요계획(CRP)의 부하 대상
- 계획오더(Planned Orders)
- 오픈오더(Open/Released Orders)
- 기타: 재작업(Rework), 보전(Major Maintenance), 연구개발/테스트(R&D)
- 생산능력(capacity)
- 설계능력(Design Capacity)
- 유효능력(Effective Capacity)
- 실제능력(Actual Capacity)
- 가동율(Utilization) = 실제능력 / 설계능력
- 효율(Efficiency) = 실제능력 /유효능력
생산능력 측정 단위
산업 투입척도 산출척도 자동차 기계시간, 작업시간 댓수/ 주 정유 처리시간, 용량 갤론/ 주 전력 발전기 용량 발전량/ 시간 수리공장 기계, 작업시간, 작업자 수 수리댓수/ 수리금액 항공 항공기 좌석수 탑승 승객수, 운항거리/ 주 병원 침상수, 의사수, 간호사수 진료건수, 환자수/ 주 소매점 면적, 점원 수 매출액/ 일 - 부하분석
신규 수준의 가부판단에는 공장의 능력에 부하량을 공제하고 여력을 계산할 필요가 있다. 이 경우 능력과 부하의 단위만 같으면 무엇이든지 상관이 없다.- 공장에서 생산되는 양의 한계 = 생산능력
- 생산여력 = 생산능력 - 계획된 양(부하계획)
- 부하 계획의 기본단위: 적절한 단위가 필요 - 인 per 일
- 1명의 작업자가 1일 작업할 때의 양
- 3명이 2일 소요 = 6 인/일
- 공장내의 작업에서 세분화된 단위 필요
- 공정당 조립 시간이 2-3분 밖에 되지 않음
- 부하계획에 필요한 정보는 기본생산계획, 생산데이터베이스, 공정능력 데이터베이스이다. 부하계획으로부터 각 공정의 부하여력 등 귀중한 정보를 얻을 수 있다.
- 부하계획: 공장의 현재 여력에 대하여 새로이 어느 정도 부하를 가할 것인가를 결정하는 것
여력: 생산능력 - 현재 작업하고 있는 부하
여력, 생산능력, 부하 모두 시간단위로 나타냄
- Line Balancing
각 작업장에 과업들을 균형 있게 할당하여, 각 작업장에서 그 과업을 수행하는 데 거의 동일한 시간이 소요되도록 하는 것- LB의 절차
- 선후관계도(precedence relationship diagram)
- 작업장(work station)의 cycle time 결정
- 사이클타임 = 1일 작업시간/목표산출률
- Tact Time = 1일작업시간/1일산출목표
- 이론적 최소 작업자의 수 계산
- Nmin = 총 작업시간/사이클타임
- 라인 효율 = 100% - 밸런스 지체
- 밸런스 지체 = 모든 작업장의 유휴시간(실제작업장 * 사이클 타임)
- LB의 절차
Q&A
표준시간과 생산 싸이클의 차이
- 표준시간 안에 생산싸이클이 있는 것이다.
- 표준시간: 가장 최적의 생산시간
- 싸이클타임, 피치타임, 텍타임 이라고도 함
Chapter. 7 - 스마트공장 참조 모델
잠깐하고 넘어가기
https://www.goesan.go.kr/DATA/bbs/42/C98451DB-2EBD-F3C8-5E5D-478B966EF36F.pdf
Chapter. 8 - 스마트공장 구축 방법론 사례
- 경영진단 사례 연구(Case Study)
- 스마트공장 종합 진단 사례 연구(Case Study)
- 스마트공장 개념설계 사례 연구(Case Study)
- IT공급기업 선정 사례 연구(Case Study)
제 I 편 생산경영의 기본문제
1장 생산경영의 기본 개념
생산의 개념
- 생산(Production/ Operation)
- 생산요소를 유형/무형의 경제재(산출물)로 변환시켜 효용을 창출하는 변환과정
- 생산요소(4M)
- 생산대상: 원자재(Material)
- 생산수단: 기계설비(Machine)
- 생산주체: 작업자/노동력(Man)
- 생산방법: 방법(Method)
- 생산과정(Process)
- 투입: 4M
- 변환과정: 기계설비/프로세스
- 산출: 제품/서비스
- 생산의 목적
- 고객의 만족 → 산출가치 증대
- 경제적 생산 → 투입비용 감소
- $\frac{\text{산출가치}}{\text{투입비용}} \gt 1$
시스템 개념
- 서비스의 특성
- 형태의 무형성
- 내용의 이질성
- 서비스의 소멸성(수요의 시한성)
- 생산과 소비의 동시성(비분리성)
제품과 서비스의 특성
기능별 제품 서비스 형태 유형성 무형성 내용 동질성 이질성 저장/유지 저장성 소멸성/시한성 생산/소비 분리성 동시성 - 재화와 서비스 연속체
- 순수 재화: 제조공장, 농장, 광산
- 순수 서비스: 은행, 호텔/병원, 컨설팅
- 혼합: 식당, 자동차 수리
- 경영활동과 생산활동
- 자금(재무활동) → (조달활동) → 생산자원 → (생산활동) → 제품 → (마케팅활동) → 자금(재무활동)
생산시스템
- 시스템의 계층분해
- 생물유기체 : System
- 기관: Sub - System
- 조직: Sub - sub - System
- 세포 System : Sub - sub - sub - System
- 핵 sub system : Sub - sub - sub - sub - System
- 세포질 sub-sub-system : Sub - sub - sub - sub - sub - System
- 시스템의 특성
- 집합성
- 관련성
- 목적 추구성
- 환경 적응성
- Systems Approach
- 개념: 시스템 개념을 이용하여 전체 입장에서 상호 관련성을 추구하여 문제해결(목표달성)을 도모하는 시스템 사고방식
- 사례: Apollo 11호의 성공적인 발사
- 1960년대 말까지 인류를 달에 보내겠다는 목표 제시
- NASA의 3개 센터가 분담하여 30~40만 개의 과업을 수만의 하청업체와 공동으로 구행
- 2백억 달러의 예산과 50만명의 구성원이 힘을 합쳐 1969년 7월 21일에 목표 달성
- System Approach의 효과
- 문제를 전체입장에서 밝힌다
- 구성요소간 관련성/상호작용을 이해
- 관련요인의 인과관계를 밝힌다
- 문제의 변수와 제약요소의 관계를 이해
- 시스템 전체의 성과(유효성)를 높인다
- 환경변화에 효과적으로 적응할 수 있다
생산관리의 체계
- 생산시스템의 목표(CQTF or QCDF)
- 품질, 원가, 시간, 유연성
- 생산/운영관리
- 고객만족을 경제적으로 달성할 수 있도록 생산활동이나 생산과정을 관리하는 것
- 생산의사결정의 주요문제
- 생산전략, 수요예측, 제품/서비스 설계, 생산/서비스 계획
- 공정설계, 일정/공정관리, 생산능력, 프로젝트관리
- 시설/공장입지, 서비스관리, 설비배치, 재고관리
- 직무/작업설계, 품질관리
이 장의 요약
- 생산: 생산요소를 경제재로 변환하여 효용을 산출하는 과정
- 생산의 목적: 고객의 만족과 경제적 생산
- 생산 목표: 품질, 신속성, 환실성, 유연성, 원가
- 생산관리: 생산목적을 효과적으로 달성하도록 생산활동/생산과정을 계획 조정 관리하는 활동
- 생산 의사 결정
- 장기적 결정(생산시스템의 설계)
- 단기적 결정(생산시스템의 관리/운영문제)
2장 생산관리의 발전(테일러와 포드가 있다)
근대 생산관리의 동틀 무렵
- 생산경영에서 본 실학사상
- 반계 유형원: 농지의 구획정리, 기술자에 공정한 대우
- 성호 이익: 적재적소 배치, 인사고과제
- 다산 정약용
- 정약용의 실학사상 실천
- 경세유표: 모든 사람이 자기의 직분을 다하지 않으면 먹고 살 수 없다.
- 기예론: 기술이 정교할수록 생산성과 품질이 향상
- 목민심서: 기술 및 생산 수단의 개발분업화와 전문화 강조
- 홍문관 수찬으로 수워성의 설계와 축성. 활차를 이용하여 공사기간 단축과 경비를 절감
과학적 관리법
- 테일러 시스템
- 특징: 과업관리
- 주요내용: 과업관리, 직능식 직장제도, 차별적 성과급제, 과학적 관리법
- 과업 관리의 원칙
- 공정한 일일과업량의 결정
- 작업 및 작업조건의 표준화
- 성공에 대한 우대
- 실패할 때는 노동자의 손실
- 차별적 성과급
- 적하작업의 능률분석
- 과학적 관리법의 원리
- 참된 과학의 수립
- 작업자의 과학적 선택 및 교육향상
- 경영자와 작업자간의 친밀한 협동
- 경영자와 작업자간의 업무분담
포드 시스템
- 포드 시스템
- 특징: 동시관리
- 경영이념: 최저 생산비로 사회에 봉사
- 주요수단: 이동조립법과 생산표준화 3S
- 대량생산의 일반원칙(3S)
- 제품의 단순화(Simplification of products) & 작업의 단순화(Simplifications of work)
- 부분품의 규격화(Standardization of parts)
- 기계 및 공구의 전문화(Specialization of tools & machine)
- 포드 시스템의 결점
- 작업시스템 유동화로 작업속도 강제화
- 앞 공정 정지로 전체 공정에 영향을 줌
- 설비투자비가 크므로 조업도가 낮을 때 제조원가가 커진다
- 시장/수요 변동에 대한 적응력이 낮다
- 제품 및 생산설비의 변경/개량이 곤란
- Ford와 GM의 시장점유율: 처음엔 포드가 우세했으나 후반부에 GM이 이김
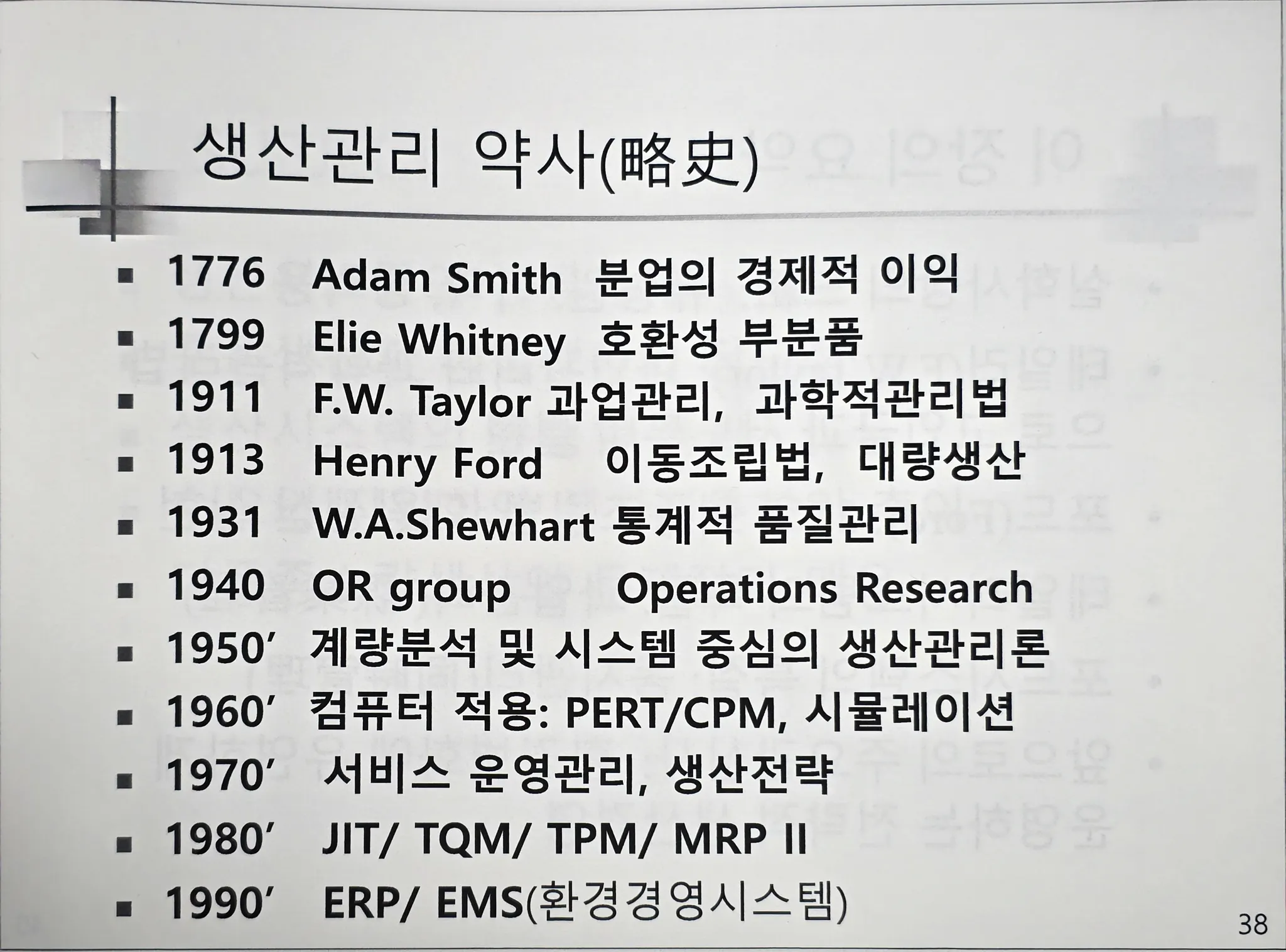
생산관리 발전의 약사
- 생산관리 약사
![]()
- 생산시스템의 변화/혁신
- 세계시장을 상대하는 글로벌 생산시스템
- 생산성 향상을 위한 기술혁신과 경영혁신
- 환경변화와 다양한 고객요구에 신속히 대응하는 유연한 생산시스템 (FMS)
- 제약자원의 효과적인 활용을 위한 전사적 자원관리(ERP)와 TQM
- 환경친화적 생산시스템의 운영(EMS)
이 장의 요약
- 실학사상: 유형원, 이익, 정약용
- 테일러: 과업관리와 과학적 관리법으로 고입금과 저노무비 실현
- 포드: 3S와 이동조립법 - 대량생산 실현
- 테일러시스템의 특질: 과업관리
- 포드시스템의 특질: 동시관리
- 앞으로의 주요관심사: 환경변화에 유연하게 운영하는 전략적 생산경영
3장 생산시스템의 유형(생산형태)
생산시스템의 분류: 생산형태
- 수요 정보면에서 본 생산형태
- 주문생산: 주문품(Order made, Make to order)
- 예측생산: 기성품(Ready made, Make to stop)
주문생산과 예측생산의 특징
특징 주문생산 예측생산 제품시방(규격) 고객이 결정 생산자 결정 제품종류 다품종 소품종 제품가격 고가 저가 생산설비 범용설비 전용설비 수행목표 납기-품질-원가 원가-품질-능력 주요문제 납기/일정관리 예측/재고관리 - 생산의 반복성에 본 생산형태
- 개별생산: 주문 개개별로 생산
- 뱃치생산 또는 로트생산: 일정량씩 반복생산
- 연속생산: 동일 제품을 대량생산
- lot와 batch
- lot : 일정한 조건아래 동시에 산출된 수량의 크기(many). 셀 수 있음.
- 예: 도자기, TV, 기성복
- 적용: 기계/가공/조립산업
- batch: 일정한 조건아래 동시에 산출된 분량의 크기(much). 셀 수 없음.
- 예: 아이스크림, 페인트, 석유
- 적용: 화학/ 정치산업
- lot안에 batch가 있지만 무엇을 생산하냐에 따라 bacth가 아닐 수 도 있다.
- batch 포장지에 lot를 붙여서 관리
- lot : 일정한 조건아래 동시에 산출된 수량의 크기(many). 셀 수 있음.
- 품종과 생산량에 따른 생산형태
- 다품종 소량생산
- 중품종 중량생산
- 소품종 다량생산
- 생산흐름에 따른 생산형태
- 단속생산: 생산의 흐름이 단속적
- 맞춤구두, 주문가구, 조선업 등
- 연속생산: 생산의 흐름이 연속적
- 반도체, 화학공업, 자동차 등
- 단속생산: 생산의 흐름이 단속적
- 생산량과 기간에서 본 생산형태
- 대량생산: 생산량 많음, 기간 짧음
- 로트생산: 생산량 좀 많음, 기간 좀 짧음
- 개별생산: 생산량 좀 적음, 기간 좀 긺
- 프로젝트: 생산량 적음, 기간 긺
생산시스템의 유형별 특징
- 다양화와 전문화
- 생산자와 소비자요구의 절충
| 생산방식 | 생산량 | 다양성 | 자동화 | 숙련 | 원가 |
|---|---|---|---|---|---|
| 프로젝트 | 극소 | 높다 | 낮다 | 높다 | 높다 |
| 개별생산 | 적다 | 높다 | 낮다 | 높다 | 높다 |
| 로트생산 | 중간 | 중간 | 중간 | 중간 | 중간 |
| 대량생산 | 많다 | 낮다 | 높다 | 낮다 | 낮다 |
| 흐름생산 | 극다 | 극저 | 극고 | 낮다 | 낮다 |