
CELL Line 공정의 이해
Cellular Manufacturing 라인
셀 라인(Cell Line) 공정은 다품종 소량 생산에 유리하며, 공정 유연성 및 효율성을 높이고, 품질 관리가 용이하고, 불량 발생 시 신속 대응이 가능한 장점이 있다.
이는 마치 하나의 세포(Cell)가 자율적으로 모든 과정을 처리하듯, 소수의 다기능 작업자가 여러 공정을 담당하여 생산의 낭비를 줄이고 생산성을 향상시키는 방식이다.
셀 생산 방식은 작업의 방법에 따라서 1인 방식, 순회 방식, 분할 방식으로 나눌 수 있다.
- 1인 방식: 작업자 한 명이 하나의 셀에서 처음부터 끝까지 모든 공정을 책임지고 생산하는 방식.
다른 작업자의 작업 속도에 영향을 받지 않고 자기 페이스를 유지하면서 생산을 할 수 있기 때문에 효율성이 가장 높은 방식입니다. - 순회 방식: 다수의 작업자가 하나의 셀을 공유하면서 각각 맡은 역할과 책임을 다하여 생산하는 방식.
- 분할 방식: 전체 작업 공적을 몇 명의 작업자가 분담하여 생산하는 방식.
- 주요 장점
- 유연한 생산: 생산량이나 제품 종류에 따라 공정 분할 및 통합이 쉬워 다품종 소량생산에 적합하고, 생산량 조절이 용이.
- 높은 생산 효율 및 품질:
작업자 한 명이 여러 공정을 담당하므로 공정 간 이동 및 대기 시간이 감소,
입고부터 출고까지 동일 라인에서 관리되어 품질 관리가 용이하며, 전수 검사를 통해 100% 양품 생산을 목표로 함.
셀 라인 공정은 기존의 대량생산 방식(컨베이어 라인)의 단점을 보완하며 생산성과 품질을 동시에 향상시키는 장점이 있다
문제 정의

개선 과정
As-is 분석 및 문제점 도출
- 장비 가동률(평균 14%)이 낮고, 그에 비해 작업자의 부하(평균 70%)는 높아 전체적으로 설비는 낭비되고 인력과 설비는 불균형한 상황
- 1000개 생산에 9일 3시간 소요 → 우리는 이것을 1/4로 줄이는 수준을 목표로 개선하겠다
이론적 최대 모델
완벽하게 라인밸런싱을 맞추려면, 하나의 셀에 압착기가 5대, 조립, 검사, 포장설비가 각각 2대씩 들어가야 한다.
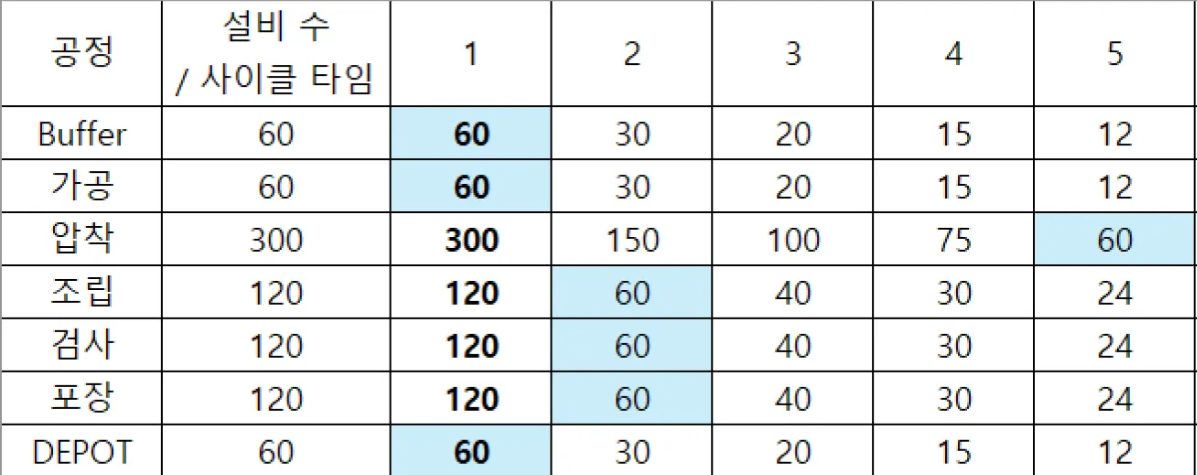
그러나 이것은 셀 생산 방식에 있어 ‘하나의 셀’의 범위를 벗어나는 것으로, 셀 생산보다는 라인 생산 방식에 더 가깝게 된다. 그러므로 이번 문제에서는 이론 최적값은 참고하되, 셀 생산 방식의 범주 내에서 개선할 수 있도록 하였다.
다만 이론적 최대 모델의 경우, 평상시엔 우리의 제안 모델대로 셀 생산 방식으로 운영하되, 필요 시 설비를 더 가동하여 라인 생산 방식으로 전환 가능한 구조로써 참고할 수 있을 것이다.
최우선 문제 해결
이미지는 첨부하지 않음
TOC 원칙에 따라 현재의 최우선 병목 구간은 압착 설비이다.
간트 차트에서 볼 수 있듯이 압착 공정에서부터 연쇄적으로 유휴시간이 발생하고 있다.
또한 맨-머신 차트에서도 압착 공정을 지날 때마다 사람도 유휴시간이 발생하는 것이 확인된다.
고로 압착기를 추가하여 유휴 시간을 줄이는 것이 최우선이다.
압착기 1대 추가 결과
추가적인 조치 없이 압착기를 추가한 결과 UPH는 4.55 → 6.49로 증가하였으며, 평균 설비 가동률은 14.1 → 17.7로 상승하였다.
그러나 이 경우 작업자의 작업실적이 100%로 포화되었으며, 총 생산기간은 6일 9시간으로 목표치인 2일 8시간에 한참 못미치는 수준이다.
이제 다음 병목은 작업자가 되었으므로, 작업자를 추가하도록 한다.
작업자 추가
먼저 작업자를 1명만 추가하였을 때에는 총 생산기간이 3일 4시간으로, 압착기만 추가한 것에 비해 상당히 개선되었으나 목표 달성을 위해서는 부족한 수준이다.
하여, 작업자를 1명 더 추가하여, 총 3명의 작업자가 하나의 셀 안에서 작업하도록 한다.
또한 버퍼에 여유를 두어 생산의 연속성을 높인다.
그 결과 UPH는 19.23으로 증가하였으며, 총 생산기간은 2일 3시간으로 목표를 달성한 것을 확인할 수 있다.
다만 이 경우에도 작업자들의 부하는 평균 99%로 여전히 포화상태임을 확인할 수 있다.
그러므로 목표는 달성했지만, 현재의 설비 구성비에 따른 최적의 작업자 수를 탐색하였고, 그 수는 4명으로 확인되었다.
작업자가 4명 투입될 경우 UPH는 3명 기준 19.23 → 4명에 23.26으로 상승하고 총생산기간이 1일 17시간으로 감소하였으나, 5명 투입될 경우 UPH는 오히려 22.73으로 떨어지고 총생산기간이 1일 19시간으로 다시 증가하여 효율이 악화되는 결과를 보였다.
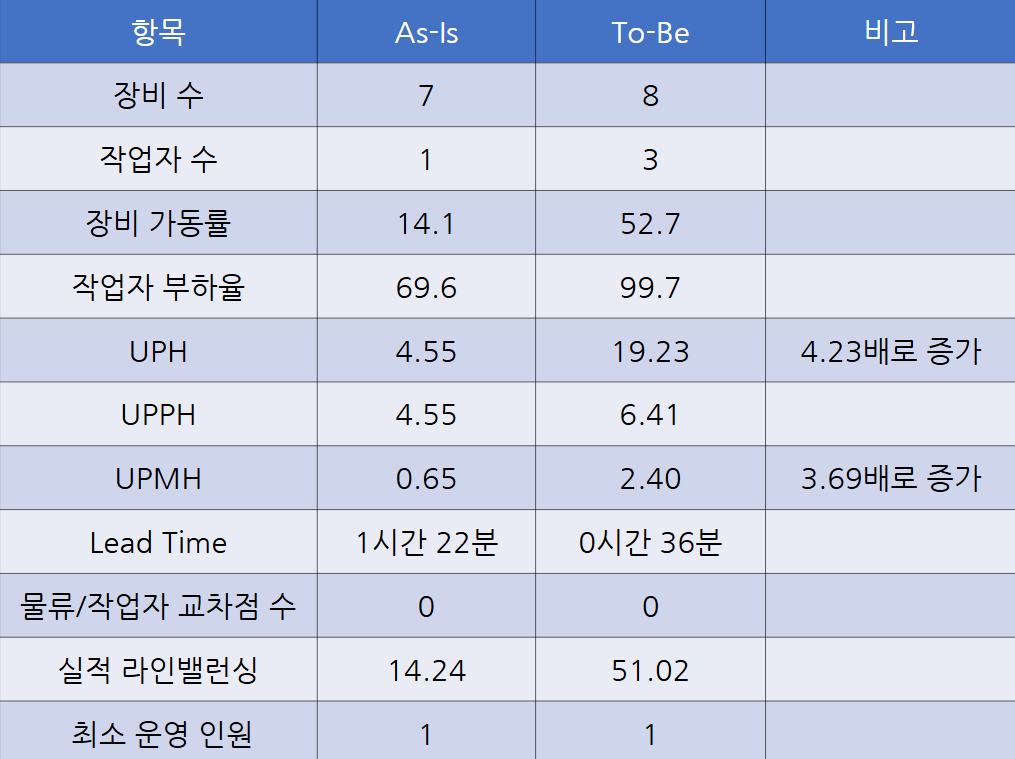
tobe 결론
공정 별 모든 설비가 1대씩, 작업자도 1명이었던 기존의 구성에서 압착기를 1대 추가하고 작업자를 2명 추가하여 생산기간 1/4 단축, UPH 4.22배 상승을 달성하였다.
피드백
- 생산 방식이 지정되었다면 그에 따른 지향점도 달라질 수 있음을 고려하기. 예: 셀 생산 방식은 그 셀 안에서의 최대 효율을 지향한다. 또한 셀을 여러 개 배치하였을 때의 효율도 고려 대상에 포함됨.
- 과정을 어필하는 것도 점수를 따는 데에 중요함. 결론만 말하기보다는 어떤 과정을 거쳐서 그러한 결론에 도착하게 되었는지 설명함으로써 청중을 납득시키기.
- 설명 잘하면 깎일 점수도 가산점으로 바꿔먹는다.