
오늘 할 일
- 주어진 사양대로 as-is 모델 만들기
- 그걸 to-be로 개선하고 발표하기
As-is 모델
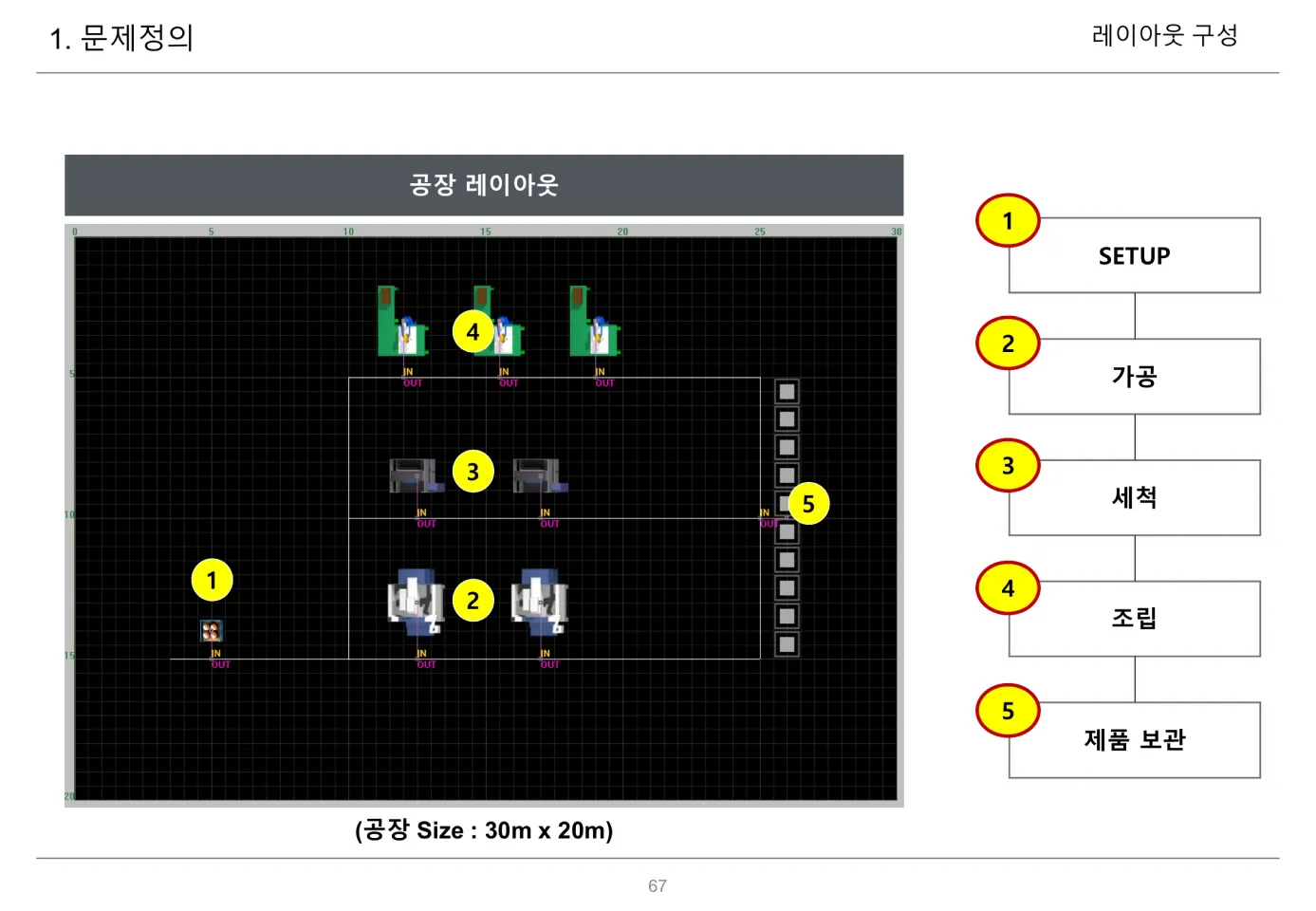
이 문제가 다음 기수에도 재활용될지 아닐지 몰라서 일부 정보만 보여주겠음
내가 공개 답지가 될 수는 없잖아
문제점
- 가공 설비가 너무 많은 시간을 독차지하고 있음 = 라인밸런싱이 1도 안맞음
- 그렇기 때문에 작업자들은 놀고 있음
- 또한 1과 연관되어 물류(평균 가동률 24%) 또한 너무 여유로움
해결방안
- 가공 설비를 더 넣자 → 그러면 병목 구간이 이동할 뿐임
- 작업자에게 일을 골고루 시키자 → 물류랑 동선이 겹침
- 그러면 완전히 공간을 분리하자 → 설비가 늘어 작업자와 물류는 바빠졌으며, 공간이 분리되어 산재는 발생하지 않을 것
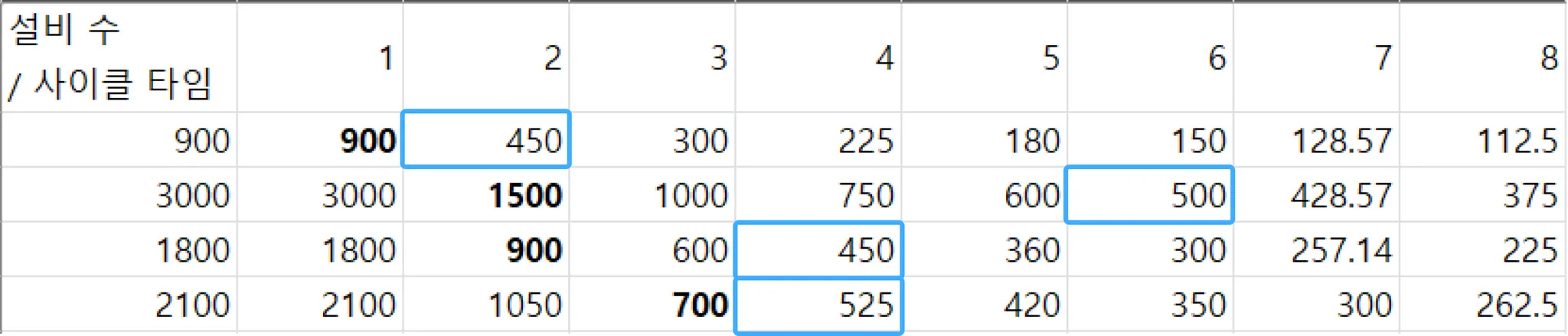
- 최적의 라인밸런싱을 계산할 수 있지 않을까? → 유효 사이클타임 계산 기반 최적 설비 구성비 산정
- 리드타임 감축은 빠질 수 없지 → 칸반 설정
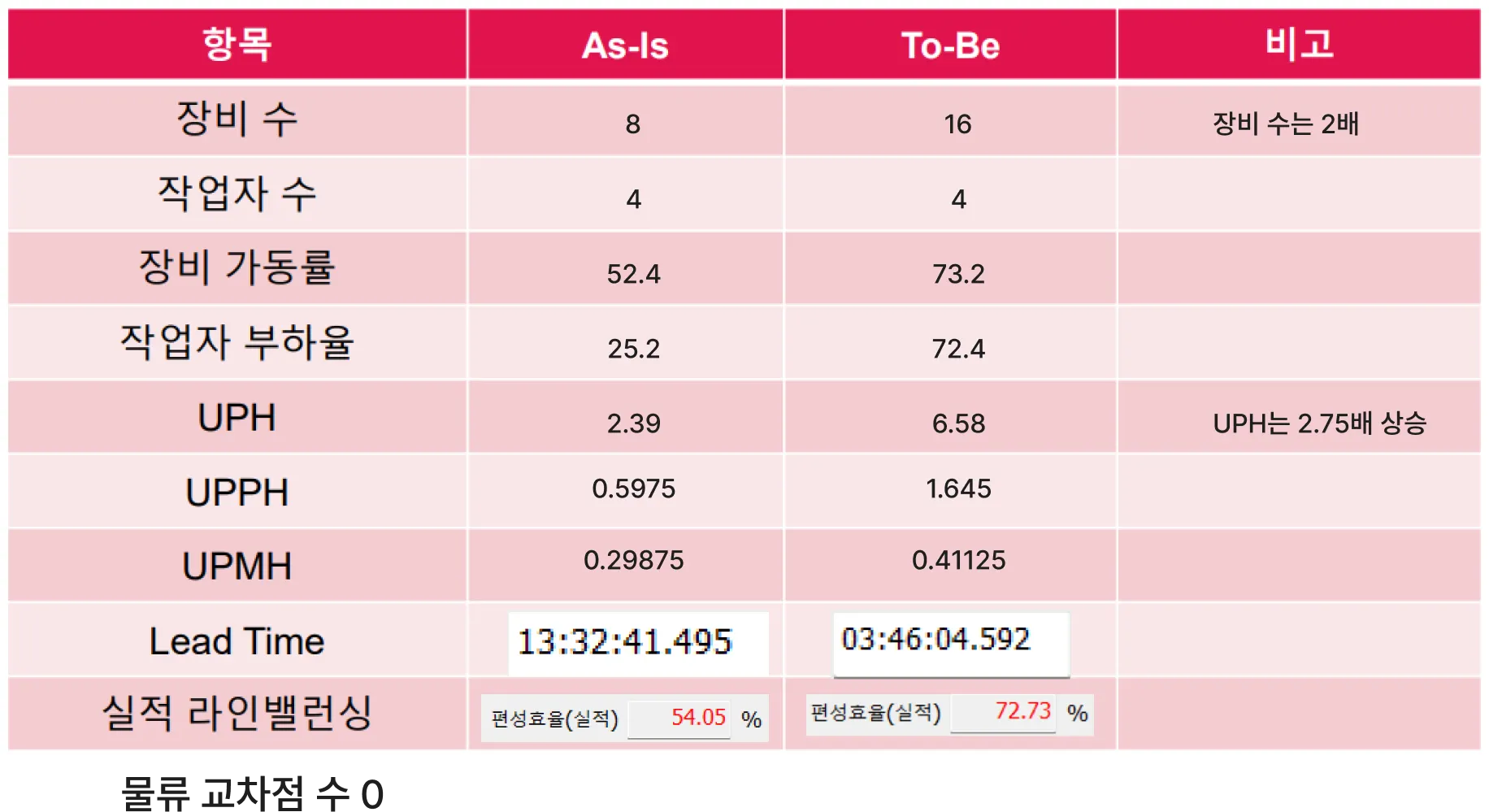
결과물
- 가공 설비 1대 추가 후 UPH 개선(2.39 → 3.59)을 확인하였으나, 이대로는 어떠한 의미도 내포할 수 없음
- 설비 이외에 최적화할 곳이 없나 찾아보다가 인력이 놀고 있는 것을 발견하여 작업 그룹 통합으로 유동적 인력 배치 구현
- 유동적 인력 배치를 위해 인력의 이동이 필수적이게 되었으므로 사고 방지를 위해 물류와 분리된 레이아웃 구성
- 유효 사이클타임 기반 최적의 라인밸런싱 탐색
![]()
- 리드타임 최적화: 평균 리드타임 21:23:26 → 03:46:04
최종 제출 결과
추가 결과
- 추가 제안: 최적의 라인 밸런싱 반영 및 물류 개선 위해 컨베이어 벨트 도입한 레이아웃
- UPH 11.26, UPMH 0.433, UPPH 2.252 달성

다음엔 어떻게 할까
1. 개요 (Overview)
- 목적: 시뮬레이션 과제(가상 공장 최적화)의 논리적 해결 능력 향상 및 평가 기준(TOC 기반 프로세스) 충족
- 핵심 목표: 단순한 결과값(UPH, 리드타임) 도출을 넘어, ‘공학적 근거에 기반한 문제 해결 과정’을 증명하여 고득점 달성
2. 1차 과제 복기 (After Action Review)
1차 답안은 리드타임을 72% 단축하는 성과를 냈으나, 다음과 같은 논리적 허점과 개선점이 발견되었습니다.
2.1. 성과 (Good Points)
- WIP 제어: 칸반(Kanban) 시스템 도입으로 재공 재고를 통제하여 리드타임을 획기적으로 단축함 (Little’s Law 적용 성공).
- 라인 밸런싱(LOB) 개선: As-Is 54%에서 To-Be 72.7%로 개선됨.
2.2. 문제점 및 피드백 (Areas for Improvement)
- 물류(Logistics) 병목 간과:
- 설비 생산량은 늘렸으나, 운송 장비(지게차/AGV)를 충분히 늘리지 않아 물류 가동률이 97.2%에 육박함.
- 이는 실제 현장에서 물류 마비로 인한 라인 정지를 의미하는 심각한 위험 요소임. (적정 가동률: 60~70% 유지 필요)
- 불완전한 밸런싱:
- SETUP/세척(450초) vs 가공(500초) vs 조립(525초) 간의 편차 발생.
- 가장 느린 조립 공정이 전체 속도를 제한하고 있어, 설비 추가 투입을 통해 모든 공정의 속도(Pitch Time)를 맞출 필요가 있었음.
3. 향후 문제 해결 프로세스 (Winning Strategy)
이상과 현실의 차이 분석 (Ideal-Real Gap Analysis)
수학적으로 완벽한 정답(A안)을 미리 계산해 두고, 현실적인 제약 안에서 이를 찾아가는 TOC(제약이론) 과정을 보여줍니다.
Step 1: As-Is 진단 및 목표 선언 (Diagnosis)
- 데이터를 확인하고 ‘단 하나의 핵심 제약(Bottleneck)’을 식별하여 선언한다.
- 예: “현재 가공 공정 가동률이 80%로 병목입니다. 이로 인해 납기가 지연되고 있으므로, 납기를 1/4로 단축하는 것을 목표로 합니다.”
Step 2: 이론적 한계 모델(Plan A) 수립 (Design Ideal)
- 계산(Math) 능력 증명 단계.
- 모든 공정 사이클 타임(CT)의 공약수(GCD)를 활용해 라인 밸런싱 효율(LOB)이 100%가 되는 설비 수량을 미리 산출한다.
- 멘트: “이론적으로 완벽한 A안(가공 10대, 조립 7대…)을 우리의 이상적 지향점(North Star)으로 설정합니다.”
Step 3: 무투자 개선 시도 (Exploit & Subordinate)
- TOC 원칙 준수 단계.
- 설비를 바로 사지 않고, 운영 방식(버퍼, 배치, 작업자 동선)만 변경하여 개선을 시도한다.
- 멘트: “설비 투자 없이 운영 최적화만으로는 목표 달성에 한계가 있음을 확인했습니다. 투자를 결정합니다.”
Step 4: 단계적 투자와 ROI 변곡점 탐색 (Elevate)
- 병목 공정부터 설비를 하나씩 추가하며 시뮬레이션을 반복한다.
- 중요: 설비를 계속 늘리다가 ‘투자 대비 생산량 증가폭이 둔화되는 지점(변곡점)’을 찾아서 기록한다. (보통 물류가 막히거나 공간 효율이 떨어지는 시점)
Step 5: 현실적 최적안(Plan B) 확정 (Decision Making)
- 이론적 최적(A안)과 현실적 효율(ROI 변곡점) 사이에서 최종안을 선택한다.
- 멘트: “A안이 가장 빠르지만, 비용 효율성을 고려하여 설비를 30% 덜 쓰면서도 목표 납기를 준수하는 Plan B를 최종안으로 제안합니다.”
4. 향후 과제별 시나리오 로드맵 (Roadmap)
남은 3번의 기회에서 매번 똑같은 전략(납기 단축)만 쓰지 않습니다. 각 회차별로 다른 경영학적 KPI를 목표로 삼아 다각적인 역량을 증명합니다.
| 회차 | 목표 테마 (Key Theme) | 핵심 지표 (KPI) | 전략 포인트 |
|---|---|---|---|
| Day3 | 원가 혁신 (Cost Reduction) | 총 제조 비용, ROI | "무조건 많이 만드는 게 능사가 아니다." 설비/인건비 가상의 단가를 설정하고, 최소 비용으로 목표량을 달성하는 가성비 라인(Plan B) 구축. |
| Day4 | 품질 및 유연성 (Quality) | 불량률, 가동률(OEE) | 불량(Rework) 발생 시 전체 라인이 멈추지 않도록 버퍼를 전략적으로 배치. Setup 시간 단축 및 배치(Batch) 사이즈 최적화. |
| 최종 과제 | 종합 균형 (Balanced Strategy) | PQ 매트릭스 | 납기 우선형(A안)과 원가 우선형(B안)을 모두 제시하고, 경영 환경에 따라 선택 가능한 유연한 라인 설계 제안. |
5. 역할 분담 (Action Items)
- 분석: 과제 시작 즉시 As-Is 데이터에서 병목 공정과 물류 가동률을 파악하고, 공정별 CT의 최대공약수(GCD)를 계산하여 Plan A(이상적 대수)를 팀원들에게 공유.
- 설계: 시뮬레이션 툴에서 Plan A를 목표로 하되, Step 3(무투자 개선) → Step 4(단계적 투자) 순서로 모델을 수정해 나가며 데이터를 기록. 지게차 대수는 반드시 생산 설비 증가분에 비례하여 증설 (가동률 70% 목표).
- 전략: 단계별 시뮬레이션 결과를 바탕으로 ROI 그래프(변곡점)를 그리고, 최종 보고서의 논리(Why Plan B?)를 작성.
팁
- 어떤 과정을 거쳐(어떤 문제로 어떻게 골때렸는지) 이런 결론이 나왔는지 과정 중심으로 어필하기
- 결과는 최고생산량을 우선으로. 최대한 많은 설비를 욱여넣고 UPH를 끌어올리되, 논리적으로 타당하게 설계해야 함.
- 2번을 하지 않을 거라면 왜 그 정도로 멈췄는지 타당한 설명 필요.
- 그러나 설비 테트리스만이 답은 아님. 강사님이 원하는 가장 심플한 답안 혹은 어떠한 ‘생각’이 있을 수 있음. 그걸 찾아낼 수 있다면 당연 고득점+개큰칭찬.