
덤
- 단일 파트의 정렬은 소프트풋이라고 부르고, 다수 파트의 상호 간 정렬을 alignment라고 부르며, 불량에서는 조립 불량이라고 한다
진동의 기초
미리 받은 강의자료에는 없는 거 보니까 강사님이 추가로 가져오신 것 같음. 교재도 파일도 없이 필기했다는 점 감안.
- 진동과 기계고장
- 진동은 기계 손상과 밀접한 관계 (진동에 의한 고장, 고장에 의한 진동)
- 진동에 의한 진단방법이 연구되고 있으며, 많은 성과가 있었음
- 이를 적용하여 산업계에서 막대한 비용을 절감함
- 상습적인 오동작, 고장 원인분석뿐 아니라 고장시기 예측이 가능해짐
- 근본적인 설계문제 해결에 유용하게 사용되고 있음
- 진동의 정의
- 가진력이라 불리는 동력에 대한 응답(가진의 예: 불평형, 축정렬 불량 등)
- 가진력과 시스템의 동적 특성에 의해 진동의 크기가 결정됨
- 가공과 설치공차, 제조과정과 마모에 의한 기계 요소의 결함에 의해 발생함
- 시스템의 동적 특성
- 질량
- 힘이 같으면 질량이 클수록 진동은 작아진다. 펌프 밑에 깔린 파운데이션이 이 역할을 함. 자체 질량을 증폭함.
- 회전 속도가 같다면 질량이 클수록 진동이 커짐. 손선풍기랑 강풍기 날개를 똑같은 속도로 돌리려면 당연히 강풍기가 힘을 더 많이 쓰겠죠?
- 강성
- 시스템을 구성하고 있는 요소의 탄성에 의해 결정됨
- 하중과 처짐 측정으로 계산 가능
- 감쇠
- 시스템의 진동 에너지를 소산시키는 정도
- 질량
- 회전 현상
- 자전(rotating, spinning): 자체적으로 돌아감
- 휘돌림(whirling)
- 이게 이상적으로는 똑바로 돌아가야 하는데, 실제로 가공을 해보면 그렇지가 않다. 휜다. 이게 휘돌림. 그 실팽이 안으로 모았다가 쭉 벌릴 때 팽이 축 자체가 둥글게 회전하는 게 휘돌림인 것 같음. 그런데 이제 이건 설비가 수직으로 설치되어 회전할 때 일임.
- 처짐(sagging)
- 처짐은 리터럴리 무게 때문에 아래로 처짐. 수평으로 설치된 설비에서 발생.
- 비틀림(torsional vibration)
- 비틀림은 구동력이 전달되는 시간적 차이에 의해 발생. 원동기에 가까운 쪽이 먼저 회전하고 먼 쪽이 뒤늦게 회전하려다가 힘을 배로 받아서 홱 돌아가버리는 현상.
- 떨림(local vib.)
- 떨림은 회전체 진동과 별도로 발생하는 국부적인 현상
- 회전체 진동의 시작
- 진동의 시작은 원심력
- 아무리 잘 가공해도 회전축의 중심으로부터 불평형이 발생할 수밖에 없음.
- 불평형량(m)이 무슨 곱이고,, 원심력은 무슨 곱이고,,
- 원심력의 크기 $F=m \cdot r \cdot \omega^2$, $r$은 반경
- 가진력은 가하다, 진동을, 힘. 회전체에서 진동을 가하는 힘은 원심력이다. 원심력은 불평형량(mr)과 회전속도(오메가 제곱)의 곱
- 가진력(원심력)이 강성, 질량, 감쇠 등에 의해 함수변환(전달함수, transfer function)되어 진동이 됨
- 진동은 강성, 질량, 감쇠 등에 의해 변환된 측정값이다. 그래서 어디서 어떤 방향으로 측정하느냐에 따라 달라지는 거임.
- 감쇠가 어디서 잘 일어날까요? 기계에는 단절이라는 게 있어요. 아무리 가까워도 잘 전달이 안됩니다. 베어링으로 예를 들면 베어링 케이스와 하우징 정도의 차이인 거임. 나중에 더 자세히 설명하겠음.
- 불평형량은 상수다. 진폭은 회전속도에 비례하는 2차함수로 표현됨. 근데 무한히 커지지는 않음. 위험속도라는 걸 기준으로 그 전후가 무한히 커지고, 거기서 멀어질수록 진폭이 작아짐. 공진은 이걸 말하는 거다. 이 위험속도 지점이 공진이 발생하는 지점인 거임. 그리고 그게 고유 진동수임.
- 기계가 고장나면 이 고유 진동수(위험속도)가 낮아지고, 그 말은 좀만 돌려도 금방 공진해서 개크게 진동한다는 말임. 그게 위험하다는 거임.
- 그리고 위험속도는 하나만 있지 않음.
- 세탁기 탈수기 조용히 돌다가 가끔 털털털털 하죠? 그게 공진
- 진동은 변위, 속도, 가속도로 표현한다.
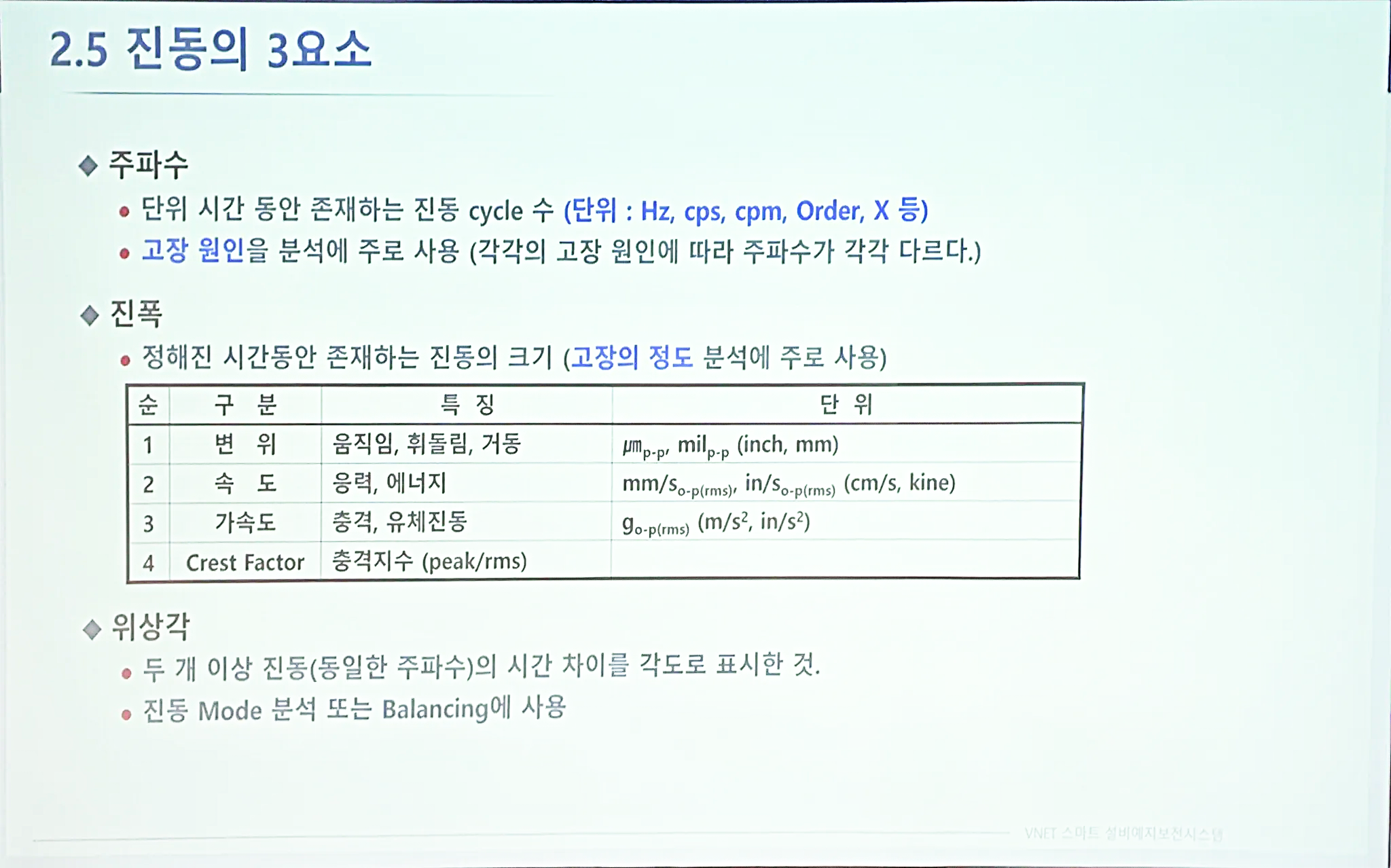
- 덧: 위상각은 두 개 이상 진동(같은 주파수)의 시간 차이를 각도로 표시한 것. 진동 모드 분석이나 밸런싱에 사용함.
- 주파수: 단위 시간 동안 존재하는 진동 주기(cycle) 수. 단위는 헤르츠, cps, Order, X 등등 있는데 우리는 거의 대부분 Hz를 쓴다. Hz = cps다.
- 3600 RPM(minute) = 3600 / 60 = 60Hz(second)
- 특징
- 진동 원인에 따라 각각 다르다 → 고정 원인분석
- 진동 전달과정에서 진폭은 감소하나 주파수는 변하지 않는다 → 원인 추적
- 감각범위
- 손으로 느낄 수 있는 범위: 0~100Hz
- 가청주파수 범위: 20~20,000Hz
- 기계진동 범위
- 일반적으로 10,000Hz 이하 (95% 이상은 6,400Hz 이하)
- 일반 기계 진단에서 최대주파수($f_{max}$)는 3,200Hz 또는 6,400Hz가 적당하다
진폭: 정해진 시간 동안 존재하는 진동의 크기(고장의 정도 분석에 주로 사용)
순번 구분 특징 1 변위 움직임, 휘돌림, 거동 2 속도 응력, 에너지 3 가속도 충격, 유체진동 4 crest factor 충격지수 - 단위 중 p-p는 피크 투 피크, p는 피크, o는 원점을 말함
- 진폭은 바뀌는데 주파수는 안바뀐다. 그래서 주파수로 고장 분석을 한다.
- RPM이 바뀔 때만 주파수가 바뀐다. 주파수가 바뀌었을 때 이게 고장인지 RPM 변경인지 알아야 한다는 말.
- 가진력이 주파수 그래프에서 피크의 높이로 나타남. 그러니 그 피크의 높이가 특정 구간에 있으면 고장이다 아니다 판단한다는 거임.
- 1X, 1Order라는 건 RPM에 따른 기준 주파수를 말하는 거임. RPM이 바뀌면 기준이 바뀐다는 말임. 주파수 대역이 달라진다. 사람은 알아서 맥락을 인지하고 확인할 수 있는데 기계는 그게 안되니까 RPM 정보에 맞춰서 포커싱할 주파수를 바꿔야 하는 거임.
- 진폭의 정량화
- peak to peak: 변위 측정에 사용. 변위계로 측정할 경우
- 최대값 0 to peak: 진동 속도와 가속도를 표시할 때 사용됨
- 실효값 root mean square, rms
- 진동
- 주파수 - 초당 진동 수 - 고장의 원인, 진단의 대상
- 진폭 - 진동의 크기 - 고장의 정도, 감시의 대상
- 악기라는 것도 주파수로 설계된 거다. 실로폰에서 미를 약하게 친다고 레 소리가 나진 않겠지. 미에서 미 소리가 나는 건 그게 고유 주파수라 그런 거임. 세게 치냐 약하게 치냐의 차이가 설비의 고장 여부가 되는 거임.
- 진동의 대푯값은 속도다. 가속도 > 속도 > 변위 순으로 적분된다
- 변위계는 보통 예지보전에는 별 의미가 없는데, 꼭 변위계가 붙는 설비가 하나 있다. 터빈에는 꼭 변위계가 붙는다. 터빈의 특성 상 회전축과 케이싱이 상당히 가까이 붙어 있는데, 휘돌림이 커져서 축이 케이싱을 치게 되면 이게 그냥 부서지는 걸 넘어서 몇백 미터 밖까지 날아가기 때문에 상당히 위험하다. 그래서 변위계를 달고 휘돌림이 허용치를 넘어가면 무조건 터빈을 정지시킨다. 그 ‘가까움’이란 마이크로미터 단위임.
- 속도계는 예전에 많이 썼다. 코일과 자석, 스프링으로 구성된다. 진동 방향에 따라 내부의 추(자석)이 움직인다. 그럼으로써 스스로 전기를 만들어 신호를 보내기 때문에 전력 연결은 그닥 필요하지 않음. 대신 크기가 좀 큼.
- 자체적으로 전기를 만들어낸다는 점이 장점 중 하나. 높은 전기를 발생하므로 증폭도 필요하지 않음
- 근데 스프링이 계속 움직이니까 수명이 좀 짧고, 측정할 수 있는 주파수 범위가 좀 제한적이다. 10~1,000Hz 정도.
- 가속도계에는 압전소자(PZT)와 추가 들어간다. 딱히 움직이는 파츠는 없어서 수명이 길다(반영구적). 크기의 제한이 없고 (비교적) 저렴하다. 측정 범위도 넓다.
- rms: 속도 실효치
- 진동이란 건 여러 주파수를 갖는 진동들의 합이기 때문에 대표값이 필요. rms가 대표값임.
- crest factor: rms와 달리 피크값의 비율을 봄. 얼마나 큰 충격을 받았냐?를 보는 것.
- 변위, 속도, 가속도: 저주파는 변위에서 잘 보이고, 고주파는 가속도에서 잘보인다. 서로 미적분으로 변환 가능. 어떤 문제를 파악하고 싶은지에 따라 다른 값을 봐야 한다.
- 수문으로 예를 들면, 문이 안열린다 → 속도, 수문에 바위가 부딪힌다 → 가속도(충격량), 문이 삐걱대면서 열린다 → 변위. 근데 수문 특성 상 변위 센서는 달기 어려우니 속도 센서를 적분해서 구한다.
제2장 설비의 디지털화
2.5 모니터링의 설계
- 모니터링은 감시와 진단이다.
- 새로운 개념의 Maintenance
- 개념 : Active(Proactive) Maintenance : 능동적 설비보전
- 명칭 : VibLow Maintenance
- 내용
- 감시(Monitoring)와 진단(Diagnosis)을 두 축으로 수행된다.
- 감시를 실시하기 전, 정밀진단에 의해 고장에 따른 특성 주파수 영역을 정확히 분석하고, 각각의 주파수 밴드에 적합한 서로 다른 경고치를 부여하고 관리한다.
기존 ISO에서 제안하고 있는, 총진동(Vrms)에 의한 감시에서 분석하기 불가능했던 다양한 고장의 초기결함 분석과 고장원 인에 대한 분석이 가능하다.→ 이거 아니라 했는데 뒷부분 설명 잘 못들었음- 또한 변속, 변부하의 복잡한 자동화 설비 및 전용기에 대해서도 감시와 진단(설비의 고장원인과 고장시기 예측)을 완벽하게 수행하도록 한 설비보전 기법.
- Order tracking이라는 기법이 있다. RPM이 바뀌면 새로운 1X를 추적해서 따라가는 것.
- 미연에 알지 못하여 설정하지 못했던 새로운 고장 발생시, 이에 따른 주파수 밴드를 설정하여, 새롭게 추가할 수 있고, 시간이 지나면서 점차 기술과 knowhow가 쌓이는 완벽한 설비보전방법 으로 정착될 수 있다.
- 처음부터 모든 케이스를 대비할 수는 없다. 아는 만큼 구축해두고 시간이 지나면서 새로 발견되는 문제들을 추가하는 것.
- 총진동 위주 설비 상태판정 ISO 20816 (자료엔 10816인데 버전 바뀜)
- 설비를 4가지로 구분(클래스 1~4)하고, 각각에 대한 진동 threshold 가이드를 제공함. 진동의 범위도 4가지 구간(A~D)으로 나누어 정상, 경고, 긴급정지 등을 구분한다.
- ISO의 권고수치는 썩 보수적으로 여유를 두고 책정된 것으로, 실제 현장에서는 그보다는 좀 빡빡하게 쓴다. 표준 따랐다가 고장나면 욕먹으니까.
- 알람: 뭔가 이상함 알림.
- trip: 긴급정지.
- 경고기준 및 행동지침
- 선풍기도 한 계절 쓰면 먼지 붙죠. 공장은 더 해요. 그래서 필연적으로 점점 고장을 향해 갈 수밖에 없음.
![]()
고장원인 및 상태판정
![]()
- 설비 평가에 대한 기본 인식
- 기계에서 소성변형이 발생되면 기계의 수명은 끝나는 것으로 한다.
- 소성변형은 심각한 베어링 손상에 의해 발생한다.
- 고장 원인 정밀분석에 의한 경고 수준 결정 (예)
- 불평형, 조립 불량 등에 의한 진동은 총진동에 높은 영향을 주지만, 소성변형을 발생하지는 않는다.
- 소성변형의 원인이 되는 부품(베어링 등)의 손상은 낮은 기준으로 관리해야만 한다.
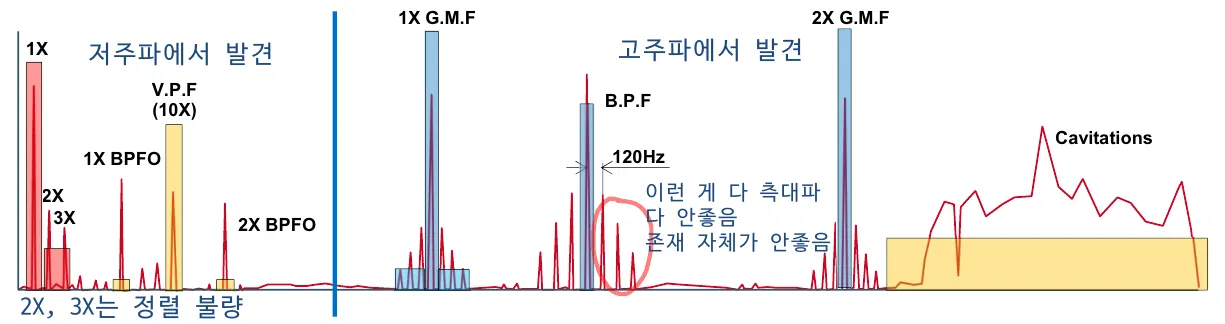
- 감속기 손상은 Down- time 손실이 크므로 측대파는 낮게 관리하되, GMF는 다소 높게 관리할 수 있다.
- GMF는 기어 물림 주파수. 기어가 안맞으면 2X, 3X GMF가 나타난다.
- 전동기에서의 갑작스런 불평형 증가나 60Hz의 발생은 회전자 손상과 누전을 의미하므로 주의깊게 관리한다.
- 사이드밴드는 뭐든 안좋다.
- 펌프와 같은 유체기계의 유체진동은 폭 넓게 발생하므로, 자주 발생하는 범위에서 넓게 설정한다.
- 고장 특성에 따라 Spectrum(속도, 가속도), Time domain, Envelop 등의 함수를 적용하여 결정한다.
- 설비 평가에 대한 기본 인식
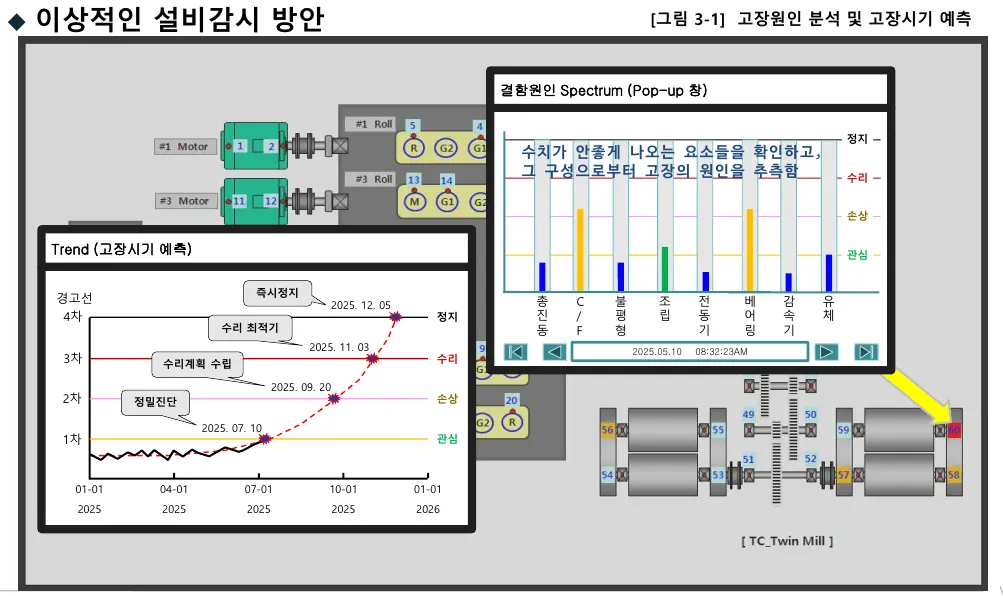
이상적인 설비 감시
![]()
- Holding Point 1
- 설비를 처음 가져올 때. 일단 시운전 해보고 똑바로 돌아가는지 확인함. 이때 완전진단을 한번 하고, 평가해서 ok면 그대로 설치 허가, 아니면 고쳐서 다시 평가하기.
- Holding Point 2
- 이미 설치된 설비를 운영하는 시점. 경보가 울리면 정밀진단 지시서가 나옴. 해봤는데 정상이면 계속 쓰면 됨. 비정상이면 또 고쳐. 다시 확인해서 멀쩡할 때까지 고쳐. 그리고 수리비 내기.
- 간혹 부품 자체가 불량이었는데 뒤늦게 발견되기도
- 기어와 피니언은 서로소여야 한다. 만나면 안되는 놈들이거든. 그래서 기어 이빨 수는 홀수가 많다.
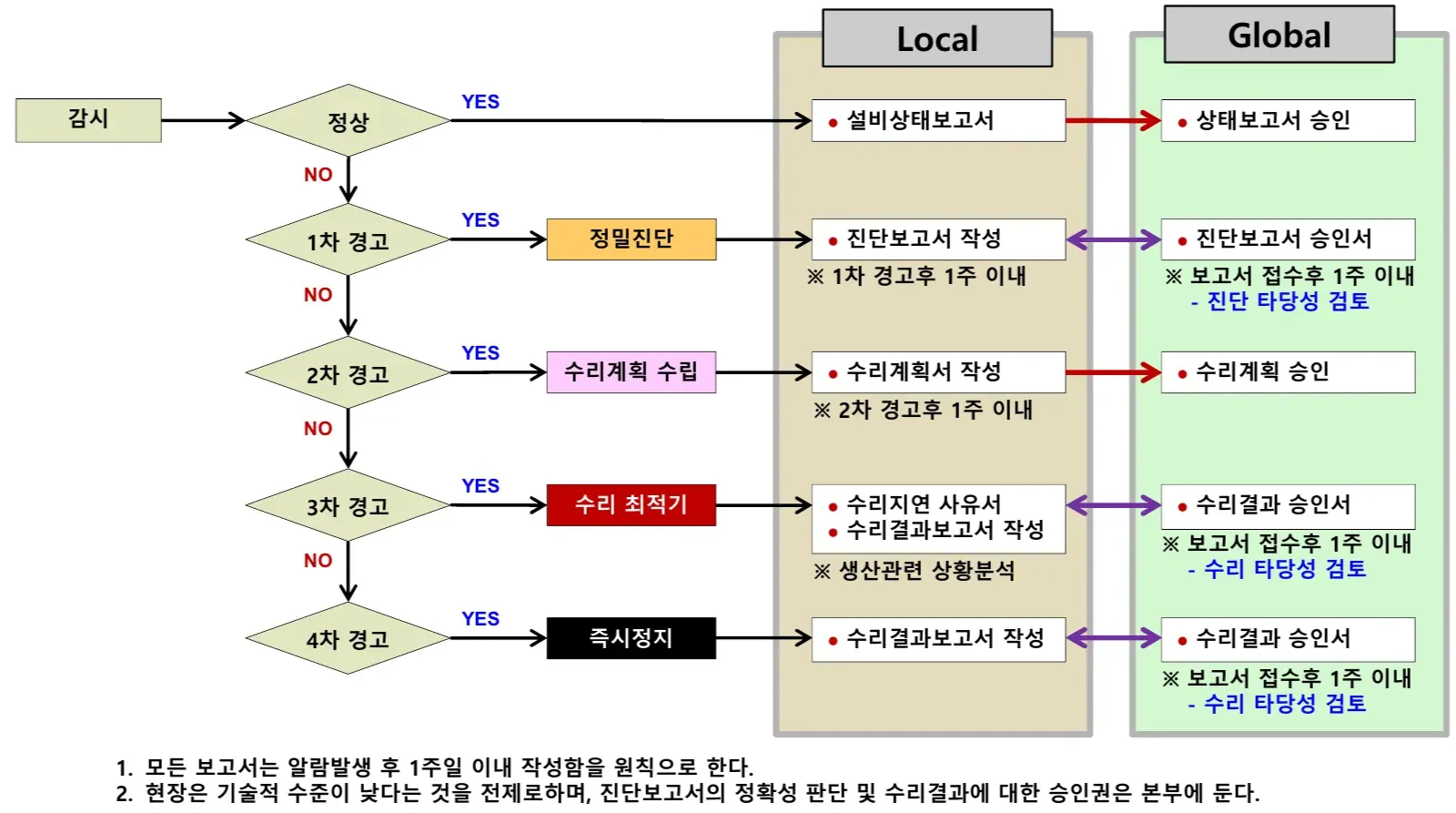
설비보전 관리체계 및 행동지침
![]()
- 통상적으로 설비는 로컬에 있음. 글로벌은 중앙에서 데이터를 집계하고 제어하는 센터를 말함. 설비가 있는 곳이 아님.
- 설비지수 대표값 설정
- 설비마다 고장 원인마다 진동은 당연히 다 다름. 일괄적으로 같은 수치에 대해 경고를 설정할 수 없기 때문에 별도의 레벨로 치환하여 관리함.
- 공장관리지수 산정
- 설비고장으로 공장 가동이 정지할 수 있는 가능성에 대한 지표 (설비별 관리지수= 평가치 × 가중치)
- 개별 측정 point의 Band 값 중 최대치는 설비관리지수가 되고(가중치가 없으므로), 설비관리지수에 가중치를 곱한 값 중 최대값은 공정관리지수가 되고, 공정관리 지수에 가중치를 곱한 값은 공장관리지수가 되며, 공장관리지수에 가중치를 곱한 값은 Global 공장전체의 관리지수로 사용할 수 있다.
- 이 뒤로 대체로 공장 관리 예시 화면 좀 봤음
- 타코 센서: RPM 감지 센서
- GMF는 기어와 피니언이 똑같이 나온다. 아니 이름부터가 맞물림 주파수잖아요. 그냥 그렇다고 받아들이기로 했음. RPM과 기어 이빨 수를 곱하면 GMF가 됨. 피니언보다 기어가 이빨 수가 많지만 더 적게 도니까 같아지는 거임.
- 만약 GMF에 사이드밴드가 나타났어. 비정상 충격이 있다는 거죠. 근데 그 사이드밴드의 주파수가 피니언의 주파수야. 그럼 피니언이 이가 깨진거임.
- 모터에서 축이 연결된 쪽과 그렇지 않은 쪽은 서로 다른 베어링을 쓴다. 한쪽만 열일하면(축을 돌림) 그게 먼저 부서지기 때문에 더 버틸 수 있게 더 큰 베어링을 줌.
- GMF에서 사이드밴드가 보였다고 쳐. 근데 그게 진짜 이가 깨져서 나오는 걸수도 있지만 그냥 살짝 틀어져서 그런 걸수도 있잖아. 깨졌으면 뜯어서 고쳐야지. 틀어진 건 좀 더 써도 돼. 설비 멈추면 뭐다? 손해다. 설비는 최대한 안멈추고 오래 돌아야 좋다.
- 힘을 많이 받고 많이 버텨야 하는 부품은 크고 우람하게.
- 보고서 쓰기
- 정보의 표기는 논문 쓰는 것처럼. 필요한 만큼 충분히 자세히.
- 측정한 장비(설비마다 세팅이 다를 수 있으니), 센서 사양(어느 정도 범위의 데이터를 볼 수 있는지), 측정 목적 및 일시
- 잘못된 설치 사례
- 기계, 베이스, 파운데이션 사이에 고무나 스프링이 들어감: 이들은 서로 진동과 충격을 전달받으면서 지지해줘야 하는 구조인데, 탄성체(쇼크업소버)가 들어가면 무의미해짐. 사실상 파운데이션 없이 쓰는 꼴임
- 베이스를 파츠마다 따로 씀: misalignment 당연히 생기겠죠? 베이스가 전체적인 기준 바닥이 되는건데 그걸 따로 쓰면 맞춰지겠습니까?
- 센서 붙일 때 힘을 많이 받는 자리를 알고 붙여야 값이 잘나온다
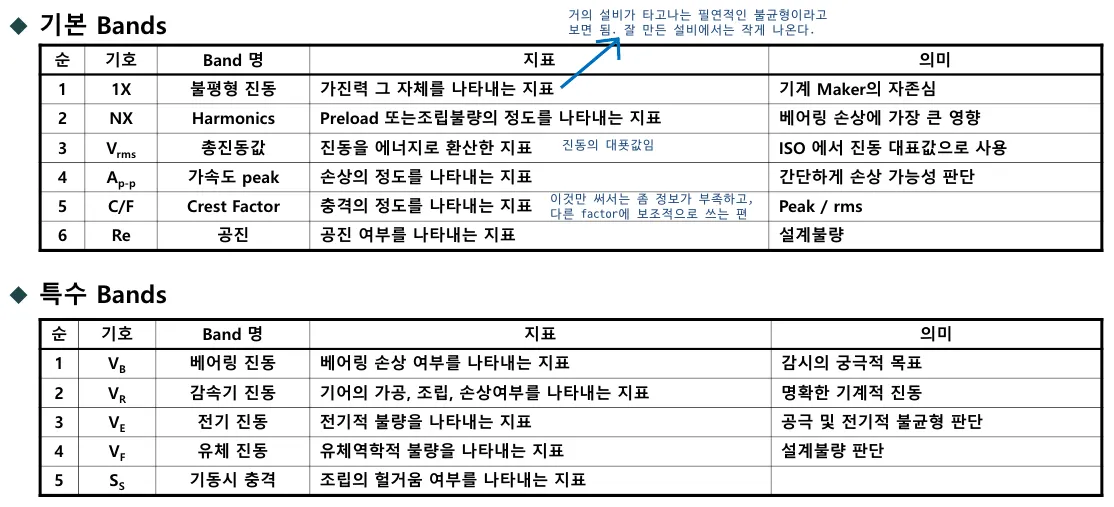
모니터링 설계: band별 의미
![]()

한국타이어 사례
- 계획보전과 예방보전이 결과적으로 생산성에 영향을 준다
- 해외 공장의 공통적인 문제점 보전 수준이 너무 떨어진다
- 너무 졸려
- 팀별 논의
- 팀장과 CEO의 입장에서 사례 피드백해보기: 공통적으로 지역별 설비 관리 기준 맞춤화의 필요성이 지적되었음
- 알아두기
- KPI는 국문으로 하면 핵심 성과 지표로, 설비 알람 임계값과는 전혀 다른 값이다. 말하자면 성적 커트라인 같은 것인데, 이걸 공장마다 다르게 적용한다는 것은 말이 안되고, 설비 알람 임계값을 공장마다 다르게 적용하는 것은 당연한 일임. 개념 헷갈리셨습니다.