
덤
- 강성(Stiffness): 물체의 뻣뻣함(변형에 저항하는 능력)
- 진동(Vibration): 외부 힘에 의해 물체가 주기적으로 흔들리는 현상
- 공진(Resonance): 외부 가진 주파수가 물체의 고유 진동수(강성, 질량에 의해 결정됨)와 일치할 때 진동이 폭발적으로 증폭되는 현상
- 진동 센서는 일반적으로 방향성이 있다. 그 방향에 맞는 진동만 인식할 수 있음. 회전 설비의 경우 진동을 측정하려면 해당 설비로부터 직접 하중을 받는 하부 45 정도 공간이 제일 이상적임.
- 전기전력 관련 이상치의 경우, 센서도 전기를 쓰니까 영향이 좀 있을 것 같다. 맞? → 맞다. 그래서 센서 바닥에는 절연판이 붙어 있다. 기본적으로는 센서 말고 다른 데서 오는 전력이 더 많고, 회피하는 게 베스트. 회피가 안된다면 차폐하기. 센서는 다이나믹 센서(볼트)와 루프파워 타입(암페어?)이 있는데, 아웃풋이 다르다. 진단에는 다이나믹 센서를 쓴다. 감도 이슈로 외부 전력이 아주 조금만 혼입되어도 값이 엄청 튄다. 그래서 별도로 이런저런 방법을 씀..
- QR과 RFID의 차이: QR 코드와 RFID의 비교 분석 및 물류 산업 활용 방안 (gemini)
- 개요
본 문서는 자동 인식 기술(AIDC)의 양대 축인 QR 코드(Quick Response Code)와 RFID(Radio Frequency Identification)의 기술적 차이를 규명하고, 각 기술의 적합한 사용처를 제시하며, 특히 물류 산업에서의 RFID 도입 효과를 구체적으로 기술함. 기술적 차이 및 특성 비교
두 기술의 가장 큰 차이점은 인식 매체(빛 vs 전파)와 가시선(Line of Sight) 필요 여부에 있음.비교 항목 QR 코드 (QR Code) RFID (Radio Frequency Identification) 작동 원리 광학 이미지 스캔 (카메라/스캐너) 무선 주파수 송수신 (태그-리더) 인식 조건 가시선 필수 (장애물 없어야 함) 가시선 불필요 (투과 인식 가능) 처리 속도 1회 1개 개별 스캔 다중 일괄 인식 (Bulk Scanning) 데이터 관리 읽기 전용 (인쇄 후 수정 불가) 읽기 및 쓰기 가능 (데이터 갱신 가능) 비용/인프라 매우 저렴 / 스마트폰 활용 가능 높음 / 전용 리더 및 태그 필요 - QR 코드: 흑백 격자무늬 패턴을 이미지로 인식하므로 훼손 시 인식률이 저하되며, 반드시 스캐너가 코드를 정면으로 비춰야 함 [1].
- RFID: 전파를 이용해 수백 개의 태그를 동시에 읽을 수 있으며, 박스 내부나 장애물 뒤에 있는 태그도 인식이 가능함 [2].
- 기술별 적정 사용처
기술적 특성에 따라 B2C(소비자 중심)와 B2B(산업 중심)로 적용 분야가 명확히 구분됨.- QR 코드: 저비용 및 소비자 접근성 중심
- 특징: 별도의 전용 장비 없이 스마트폰으로 누구나 접근 가능.
- 주요 사례: 모바일 간편 결제(알리페이 등), 제품 정보 마케팅, 개인용 전자 티켓 등 일회성 정보 전달 및 개별 인증 [4][5].
- RFID: 업무 자동화 및 대량 처리 중심
- 특징: 고속 처리와 비접촉 인식이 필수적인 환경에 최적화.
- 주요 사례: 공급망 관리(SCM), 고속도로 하이패스, 도서관 자산 관리, 공장 자동화 등 대규모 데이터의 실시간 처리 [2].
- QR 코드: 저비용 및 소비자 접근성 중심
- 심층 분석: 물류 창고에서의 RFID 활용 프로세스
물류 현장에서 RFID는 ‘수작업 스캔’을 제거하여 입고부터 출고까지의 흐름을 자동화함.- 입고 (Inbound)
- 검수 자동화: 게이트 통과 시 팔레트 적재 물품 전체를 수초 내 자동 인식. 박스를 개봉하지 않고도 주문 내역(PO)과 실물 수량의 일치 여부를 즉시 검증함 [6].
- 재고 관리 (Inventory)
- 재고 정확도 향상: 작업자가 통로를 지나가는 것만으로 재고 실사가 완료됨. 기존 바코드 방식 대비 소요 시간을 약 90% 단축시키며, 재고 정확도를 99% 이상으로 유지 가능함 [7].
- 위치 추적: 광범위한 창고 내 오적재된 물품의 위치를 신호 추적으로 파악 가능.
- 출고 (Outbound)
- 오류 원천 차단: 포장된 박스가 출고 도어를 통과할 때, 내부 구성품을 최종 스캔하여 오발송을 방지함. 출고 데이터(ASN)가 고객사로 자동 전송됨 [8].
- 입고 (Inbound)
- 결론
- QR 코드는 소비자와의 접점이 필요하고 초기 비용을 최소화해야 하는 마케팅 및 결제 서비스에 적합함.
- RFID는 초기 구축 비용이 발생하더라도 인건비 절감, 재고 정확도 향상, 처리 속도 극대화가 필요한 물류 및 제조 현장에 필수적인 기술임.
### 참고문헌
[1] ISO/IEC. (2015). ISO/IEC 18004:2015. ISO.
[2] Roberts, C. M. (2006). Radio frequency identification (RFID). Computers & Security.
[3] Weinstein, R. (2005). RFID: a technical overview. IT Professional.
[4] Iman, N. (2018). Is mobile payment still relevant in the fintech era?. Electronic Commerce Research and Applications.
[5] Okazaki, S. et al. (2012). Benchmarking the use of QR code in mobile promotion. Journal of Advertising Research.
[6] Ustundag, A. (2013). The Value of RFID: Benefits vs. Costs. Springer.
[7] Hardgrave, B. C. et al. (2009). Does RFID improve inventory accuracy?. International Journal of RF Technologies.
[8] Ferrer, G. et al. (2010). When is RFID right for your service?. International Journal of Production Economics.
- 개요
제1장 설비와 설비관리
이번엔 강의자료를 pdf로 줘서 자료에 있는 모든 텍스트는 직접 복붙 가능해지니까 필기를 어디다 어떻게 해야 할지 방향을 잃어서 그냥 하던대로 하기로 함
다만 그 방향을 잃었음을 자각하고 원래 방식대로 되돌리는 동안 1.1절은 날아감^^
1.2 기업 경쟁력 요소
- 기업의 경쟁력 요소: 품질, 납기 속도, 운영, 인력 조직, 기술 혁신, OEE(설비 종합 효율)
- 품질: 물건이 좋아야 고객이 또 산다. 불량이 자주 나면 안 산다.
- 납기 속도: 빨리 주는 사람한테 사고 싶지. 쿠팡 로켓배송 뭔말알?
- 운영: 설비가 효율적으로 돌아가거나, 공정이 변수 없이 안정적으로 돌아가기, 절약하기, 재고 쌓지 말고 빨리 팔아치우기, 6시그마
- 인력 조직: 생활의 달인 보유, 생활의 달인 양성 코스, 실전 경험 축적, 좋은 사내 문화, 안전, 동기부여
- AI 발전한다고 공장에서 인간이 싸그리 빠질 수 있을까요? 아니라고 봐요. 단순 생산만 하는 거 다크 팩토리 만들 수 있지. 근데 유지 보수 개발 인력은 없을 수가 없어요. 이런 인력은 오히려 더 고급 인력이 되어야 합니다.
- 그리고 AI는 공짜로 나옵니까? AI가 먹을 데이터가 없어요 데이터가. 그리고 데이터라는 건 AI만 먹는 게 아니라 사람도 필요해요.
- 기술 혁신: R&D 역량, 공정 기술력, 자동화/로봇 적용 능력, 디지털 전환, 스마트팩토리, 특허, 기술 독점력
- 기술은 회사 입장에서 보면 자식이에요. 영업은 부모입니다. 돈을 벌어와서 자식을 먹여살리죠. 자식은 열심히 공부해서 미래의 가능성을 준비해요. R&D 말입니다.
- 기술은 고부가가치예요. 하이닉스 지금 메모리 잘하죠? 시대의 흐름에 맞게 떡상 아이템을 미리 잘 준비한 거예요.
- 엔비디아 보세요. GPU 다 그거 사잖아. 기술력이 콘크리트 고객을 만든다.
- OEE: Overall Equipment Effectiveness.
- OEE = 가동률(Availability) × 성능효율(Performance) × 품질률(Quality)
- 가동률 = (실가동시간/계획가동시간) × 100%
- 성능효율 = (실제 생산량/이론상 최대 생산량) × 100%
- 품질률 = (양품 수량/총 생산 수량) × 100%
- 가동률: 계획 대비 실제로 돌린 비율
- 성능효율: 설비 돌리는 동안 얼마나 생산했는지. 미세정지, 공회전, 저속운전, 작업자 숙련도 등이 반영되며 고장나지 않아도 미세한 속도 저하로 성능효율이 떨어질 수 있다.
- 품질률: 수율. 재작업, 불량, 예열타 등 반영. 성능효율 요소 중 미세진동같은 것은 품질률에도 영향을 준다.
- OEE = 가동률(Availability) × 성능효율(Performance) × 품질률(Quality)
1.3 생산시스템
- 구성요소
- 지원요소
- 물류창고: 자동 물류 창고. 창고를 무한히 늘릴 수는 없기 때문에 사실 자동화 제일 어려움.
- 정보시스템(IT/OT integration): MES, SCADA, PLC, ERP, CRM, IIoT, 클라우드 등 뭐 많죠?
- 품질보증: ISO 표준, calibration(이거 중요하다고 했음)
- 구매조달
- 총무/안전/환경 관리
- 핵심지표 KPIs
- 정성평가 무시 못하지만 정량평가도 중요. 수치화를 해야 모든 사람의 공감을 얻을 수 있다.
- OEE: 아까 그거
- 생산성: 인당 생산량, 단위 시간당 산출량(이게 더 중요함)
스마트팩토리/예지보전 관점에서의 생산시스템
요소 기존 생산 스마트팩토리/예지보전 설비관리 BM, PM/고장 후 조치 PdM/센서기반 예측 품질관리 샘플링 중심 실시간 전수 데이터 기반 SPC, AI 생산계획 경험 기반 APS 기반 자동 최적화 물류 인력/지게차 중심 AGV/AMR, RFID, 자동창고 공정제어 수기 기록 IoT 센서 + MES 연동 실시간 제어 안전 수동 점검 위험요소 센싱 (전류, 온도, 진동 등)
- 지원요소
- 공정, 설비, 품질
- 공정: 품질에 개큰영향. 자꾸 바꾸면 품질도 자꾸 바뀜. 관리 똑바로 해라.
- 설비 → 공정 → 품질 순으로 영향.
- 예지보전
- 품질, 공정, 설비로 3레벨 구분.
1.4 설비
예지보전의 대상
- 설비가 뭐야?
- 기계: 맞긴 해
- 1을 포함해 사람을 제외하고 공장 내에서 움직이는 모든 것.
- 기능: 생산(make), 품질(품질 편차 최소화), 보전(안정적 운전)
- 설비의 종류 - 기능별 구분
- 생산: 밀링, 선반, 프레스, 사출, 조립, 용접 등 생산에 직접적인 물리력을 행사하고 가치를 창출함.
- 운반 이송: 컨베이어, AGV, AMR 등 옮기는거
- 인천공항에 컨베이어 얼마나 길게요? 한 88km 들어있어요. 엄청 구불구불 구겨넣었기 때문에 사람 들어가기 어렵고, 컨베이어에는 기어드 모터가 들어가는데 뭐 하나 고장나면 물건이 지나가다 떨어진다. 커브길 특히 고장나면 무조건 떨어진다.
- 유틸리티: 직접 생산하는 건 아닌데 생산을 도와줌
- 컴프레셔(압축공기), 냉각수, 보일러, 냉동기, 공조설비
- 옛날엔 공장 크게 지어놔서 설비를 120% 채울 수 있으니 조금 고장나는 것 정도는 감당 가능했는데 요즘은 그렇게 크게 못하니까 하나만 고장나도 생산성에 영향이 간다.
- 검사/계측: 비전 검사기, 3차원 측정기, 센서 검사장비, 전기/안전 검사장치
- 저장 보관
- 환경 안전
- 설비의 종류 - 동작 특성별 구분
- 회전: 예지보전에서 주로 다루는 대상. 특히 베어링, 감속기류의 진동, 정렬, 윤활 관리가 중요(예지보전을 이것때문에 함). 모터 펌프 팬 이런 건 살짝 고장나도 설비는 돌아가는데 베어링 감속기 고장나면 바로 멈춘다.
- 고정
- 전기, 전자
- 생산방식별 구분
- 공정형 설비: 쭉 이어지는 과정이 있음. 그걸 다 함. 정비 비용이 개커서 예지보전 우선 적용 대상.
- 이산형 설비: 개별 제품 생산. CNC, 조립기, 로봇. 사이클타임과 정밀도가 주요 관리 대상.
- 설비의 종류 : 중요도(Criticality)
- 핵심설비(Critical Equipment, A 등급) : 정지 시 생산 전체 중단하는 설비
- 주요설비(Major Equipment, B 등급) : 생산성에 직접 영향. 다양한 위험 요인으로 사람이 접근하기 어려운 설비가 이 부류에 포함되기도 함.
- 일반설비(General Equipment, C 등급) : 지원 역할, 영향 적음
- 설비관리의 의의: 생산성, 품질, 안전을 극대화하는 종합적인 활동
- 설비의 생애주기: 기획 → 도입 → 설치 → 시운전 → 운영 → 보전 → 개선/교체 → 폐기
1.5 설비관리
- 기업환경의 변화: 경쟁력 커트라인이 점점 높아짐, 근데 그 기술도 점점 더 빨리 뭐가 나옴
- 제조환경의 변화: 제로 다운타임이 중요.
- 설비조건의 변화: 설비가 비싸지고 복잡해짐
- 설비관리 실패 요인
- 작업자가 알람을 무시함
- 표준이 없어. 대기업도 이건 없어. 진동 센서도 어디에 붙이냐에 따라 얻을 수 있는 정보가 다르고, 어느 정도 값이 적절한건지도 모름.
- 중요한 설비는 나름 특별 관리하려고 노력하긴 하는데, 그래도 사각지대가 있다.
1.6 설비관리의 단계적 변화
- 설비관리 패러다임의 근본적 변화
- 강사님이 단언컨대 아직 예지보전에 AI는 멀었다
구분 기존 설비관리 스마트팩토리 설비관리 관리 기준 고장 발생 여부 상태, 열화, 수명 관리 시점 사후 대응 (Break Down) 사전 예측 (Predictive) 의사결정 경험, 감각 중심 데이터, AI 기반 목적 설비 복구 고장 예방, 수명 최적화 역할 비용 센터 가치 창출 부서 설비관리 대상의 확장
기존 설비관리 스마트팩토리 설비관리 설비 단품 설비 + 공정 + 조건 물리적 설비 물리 + 디지털 트윈 개별 관리 라인, 공정 연계 설비 중심 생산, 품질, 에너지 통합 - 설비관리 조직 역할의 변화
- ‘분석, 판단’ 인력 부족
항목 기존 설비관리 스마트팩토리 설비관리 정비 인력 현장 수리 중심 분석, 판단 중심 기술 역량 기계, 전기 데이터, AI 이해 협업 개인 작업 IT, 생산, 품질 협업 역할 고장 처리 예방, 최적화 - 설비관리 KPI의 변화
- 체크시트에 동그라미 의미 없어요. 그걸 하고 나서 수치적 개선이 있어야 의미가 있는 거예요.
- 고장 예측 정확도: 예지보전을 하고 실제로 진단을 해. 이때 정답을 맞춰보고 얼마나 잘 예측했나 보는 거야.
기존 KPI 스마트팩토리 KPI 고장 건수 고장 예측 정확도 정비 비용 OEE 개선률 점검 이행률 다운타임 감소율
1.7 VibLow Maintenance
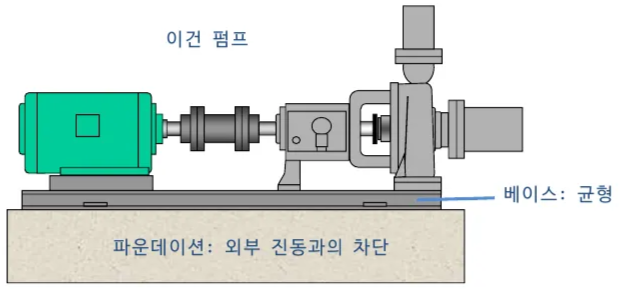
기본적인 펌프의 구조
![]()
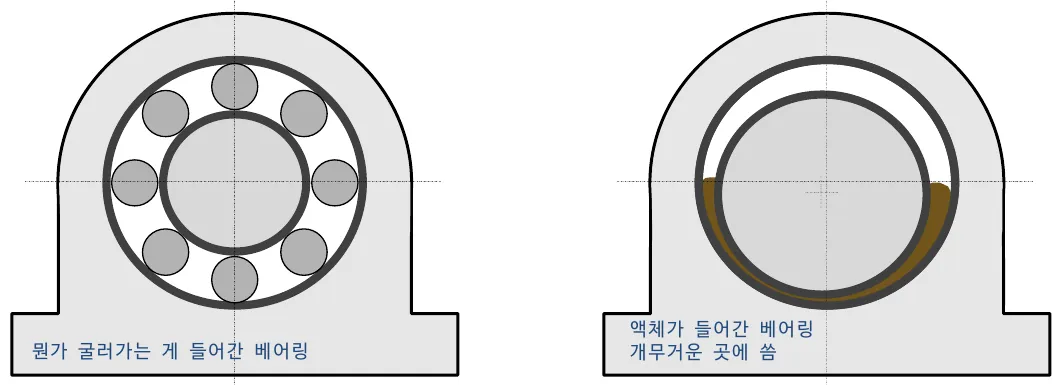
2가지 베어링
![]()
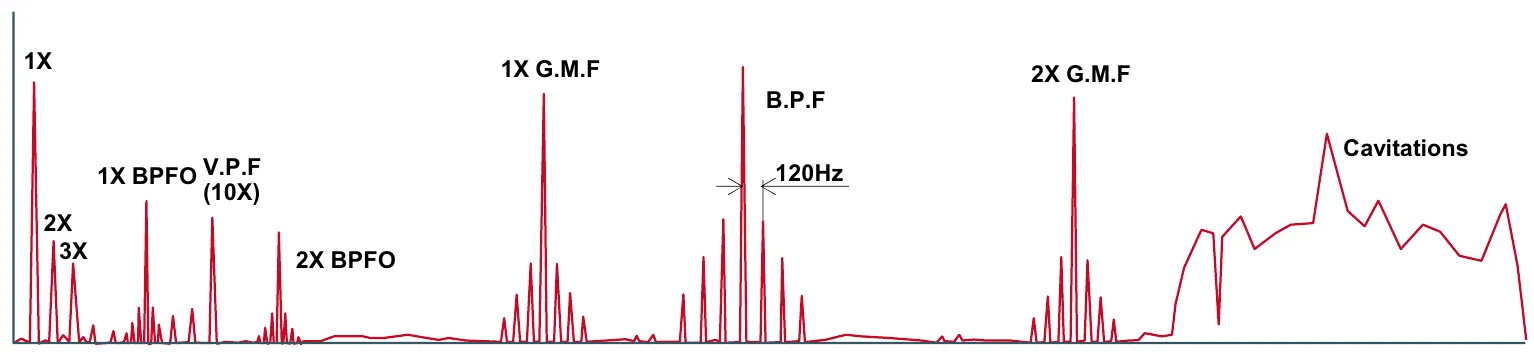
진동도 주파수처럼 취급한다
![]()
- 1X : 기준 진동 주파수. 이걸 제외한 나머지가 각종 원인에 따라 다르게 나타나는 진동.
- cavitation
- 캐비테이션(Cavitation, 공동현상)은 액체 속 압력이 증기압 이하로 떨어지면서 액체가 기체로 변해 증기 기포가 형성되었다가, 압력이 높은 곳으로 이동하며 격렬하게 붕괴하는 현상
- 예를 들면 선풍기 날개 부러져서 바람이 똑바로 불지 못할 때 생기는 이상 진동
- GMF: 기어 물림 주파수
- BPF: 블레이드 통과 주파수 (Blade Pass Frequency, BPF)
- 의미: 회전하는 팬, 터빈, 펌프 등의 날개(Blade)가 특정 지점을 통과할 때 발생하는 주기적인 공기 교란으로 인한 진동 주파수.
- 계산: BPF = (날개 수) × (회전 속도(RPM 또는 Hz)).
- 중요성: 회전 기계의 진동 분석에서 정상적이고 예상되는 주요 진동 성분으로, 이 주파수에서의 진동 증가는 기계 이상을 나타낼 수 있어 모니터링 대상이 됩니다.
- 강사님이 너무 빠르게 이건 이거고요 저건 저겁니다~ 하고 넘어가셔서 제미니한테 따로 물어봄
제공된 이미지는 진동 스펙트럼 분석(Vibration Spectrum Analysis)의 예시 그래프입니다. 이 그래프는 설비에서 발생하는 진동 신호를 주파수 도메인(Frequency Domain)으로 변환하여(FFT), 각 주파수 성분별로 기계적 결함을 진단하는 데 사용됩니다.
그래프의 X축은 주파수(Frequency), Y축은 진동의 크기(Amplitude)를 나타냅니다. 각 피크(Peak)에 대한 상세 설명은 다음과 같습니다.- 회전 속도 및 고조파 (Harmonics)
- 1X, 2X, 3X:
- 정의: 1X는 회전축의 기본 회전 주파수(RPM)를 의미하며, 2X와 3X는 그 정수배의 고조파(Harmonics)입니다.
- 의미:
- 1X: 주로 질량 불평형(Unbalance)이 있을 때 높게 나타납니다.
- 2X: 축 정렬 불량(Misalignment)이나 축 굽힘이 발생했을 때 주로 관찰됩니다. 축 정렬 불량인 경우 1X와 2X가 동시에 높게 나타나는 경향이 있습니다.
- 3X: 기계적 이완(Looseness)이나 기초 볼트 풀림 등이 있을 때 고차수 고조파(3X, 4X…)가 발생합니다.
- 1X, 2X, 3X:
- 베어링 결함 주파수
- 1X BPFO, 2X BPFO:
- 정의: BPFO는 Ball Pass Frequency of Outer race의 약자로, 베어링의 외륜(Outer Race) 통과 주파수를 의미합니다.
- 의미: 구름 베어링(Rolling Element Bearing)의 외륜에 결함(손상, 박리 등)이 발생했음을 나타냅니다. 베어링 형상 치수에 따라 결정되는 고유 주파수입니다.
- 1X BPFO, 2X BPFO:
- 유체 기계 관련 주파수
- V.P.F (10X):
- 정의: Vane Pass Frequency의 약자로, 펌프나 팬의 날개(Vane) 통과 주파수입니다. (회전수 $\times$ 베인 수)
- 의미: 펌프의 임펠러나 팬의 날개와 관련된 유체 역학적 문제, 혹은 날개와 케이싱 간의 간격(Gap) 문제를 나타냅니다. 괄호 안의 (10X)는 베인의 개수가 10개임을 시사합니다.
- B.P.F:
- 정의: Blade Pass Frequency의 약자로, 블레이드 통과 주파수를 의미합니다. (회전수 $\times$ 블레이드 수). V.P.F와 유사한 개념으로 사용됩니다.
- 의미: 블레이드의 손상이나 유로 폐쇄 등의 문제를 지시합니다. 주변에 표시된 화살표와 작은 피크들은 변조(Modulation) 현상을 나타내는 사이드밴드(Sideband)일 가능성이 높습니다.
- V.P.F (10X):
- 기어 관련 주파수
- 1X G.M.F, 2X G.M.F:
- 정의: Gear Mesh Frequency의 약자로, 기어 맞물림 주파수입니다. (기어 잇수 $\times$ 회전수)
- 의미: 기어의 마모, 피팅(Pitting), 혹은 기어 맞물림 상태가 불량할 때 발생합니다. 일반적으로 G.M.F 주변에 회전 속도 주파수(1X) 간격의 사이드밴드가 동반되면 기어 결함의 확실한 징후입니다.
- 1X G.M.F, 2X G.M.F:
- 기타 현상
- 120Hz:
- 의미: 전원 주파수(Line Frequency)가 60Hz인 지역에서 발생하는 2배 전원 주파수입니다. 이는 주로 모터의 고정자(Stator) 편심, 공극(Air gap) 불균일, 또는 전기적 단락과 같은 전기적 결함을 나타냅니다.
- Cavitations (캐비테이션):
- 정의: 유체 기계 내부 압력 차이로 기포가 발생하고 붕괴되는 현상입니다.
- 의미: 그래프 우측의 불규칙하고 넓은 형태의 고주파 노이즈(Broadband noise/Hump)는 캐비테이션 발생 시 나타나는 전형적인 패턴입니다. 이는 임펠러와 배관에 심각한 침식(Erosion) 손상을 유발합니다. - 요약
이 그래프는 설비 관리에서 진동 분석을 통해 기계적(불평형, 정렬 불량, 베어링, 기어), 유체 역학적(베인, 캐비테이션), 전기적(120Hz) 결함을 주파수별로 식별할 수 있음을 보여주는 교육용 예시 자료입니다.
- 120Hz:
- 회전 속도 및 고조파 (Harmonics)
- 회전 설비 한정, 진동을 없애는 것보다 더 좋은 수리 방법은 없음.
- 예지보전에서 보는 요소는 5가지: 진동, 초음파, 유분석(Oil Analysis, 마찰을 보는 것), 나머지 2개 기억 안 남
- 왜 진동으로 예지보전을 할까?
- 제일 먼저 발생하는 이상증상 중 하나라서
- 얻을 수 있는 정보가 제일 많음. 이 아래 있는 것들 다 진동으로 알 수 있음. 근데 100%는 아니라서 다른 파라미터도 보조적으로 쓰거나 경우에 따라 진동 이외의 파라미터가 더 우선하기도 함.
- 기계적인 문제 - 베어링, 기어 등등 물리적 구조 문제
- cavitation 등 유체역학 등 문제
- 전기전자 문제
- 비틀림 등 3차원 요소
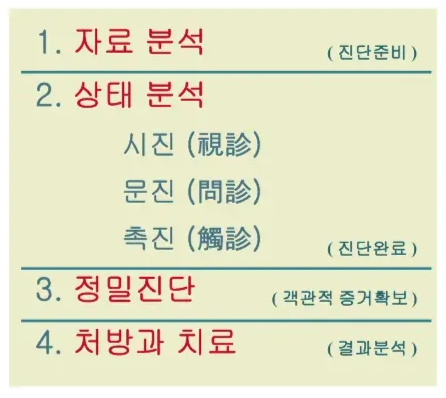
- 예지보전은 모니터링(감시)과 진단으로 이루어진다. 병원의 시스템과 동일함.
- 병원에는 간호사와 의사, 기사(영상사)가 있고 다 역할이 다름.
- 환자가 병원에 가면 병원은 환자의 기초 정보를 수집한다 → 간호사가 하지 → 정상이면 진료가 필요 없지만 문제가 있으면 이때 기초 정보가 의사에게 전달됨
- 의사는 간호사가 준 데이터와 기사가 찍어준 자료를 토대로 상태를 진단하고 처방함.
- 기사는 뭐 엑스레이 같은 거 찍어주는거고
- 설비 예지보전에 있어서는 모니터링이 없으면 그냥 아무것도 안 한 거임. 모니터링 안하면 어떻게 되겠어요? 돌발고장이 나는 거야.
- 진단은 원인을 찾아내는 거야. 모니터링만 하고 진단을 안 하면 뭐가 “왜” 문제인지 모르는 거야. 같은 고장이 계속 나.
- 모니터링은 두 가지 방식이 있다. 온라인 모니터링과 오프라인 모니터링
- 오프라인 모니터링: 데이터 콜렉터를 이용해서 주기적으로 변화 감지. 실시간 감시는 아닌거임
- 온라인 모니터링: 풀타임 실시간 감시. A급 장비(핵심 설비)에 써야 할 방법.
설비 진단 과정
![]()
- RPM을 알아야 한다. 빨리 도는 놈이 진동도 더 많이 한다. 비례관계는 제곱임. 2배로 빨리 돌면 4배로 진동함.
- 설비 자체의 기본 정보(정상일 때 구성)를 알고 있어야 한다. 기어가 몇 갠지 알면 기어 빠졌을 때 나는 진동의 시점을 보고 그게 어디쯤 있는 기어인지 알 수 있다. 기어 모르면 못하죠?
- 진단은 3가지 방식이 있어
- 간이 진단: 일상적인 점검 정도로 보면 된다. 설비에 그냥 센서를 슥 대고 진동이 이상한지 아닌지 가볍게 보는 거임
- 상세 진단: 뭔가 이상이 있는 것 같긴 할 때. 부품 새거 줬는데 계속 고장날 때.
- 완전 진단: 설비 처음 가져올 때, 공장 전체 안정화할 때, 상세 진단을 했는데도 계속 고장날 때
- VibLow Maintenance 정착순서
- 목표 설정
- 설비보전에 대한 인식 개선
- 설비 보전비(cost)에 대한 인식
- 기계 수명에 대한 목표
- 베어링 교환주기에 대한 올바른 인식
- 공장 안정화 작업
- 전문가의 양성
- 부분적 감시 시스템 구축 (Off-Line 위주의 Monitoring 시스템)
- 전사적 감시 시스템의 구축 (On-Line, Off-Line을 혼용한 Monitoring 시스템)
- 목표 설정
- 훌륭한 시스템이 도입되기 전에 선행하여야 할 우선 과제는 안정된 설비와 숙련된 전문가 만들기라 할 수 있다.
- 안정된 설비 : 도입 당시 완전한 안정화 작업을 통해 이미 구축되어 있어야 하는 것으로 설비의 설계, 가공 및 조립 상태에 대한 완전한 분석과 안정화 작업을 말한다.
- 숙련된 전문가 : 기계로부터 다양한 신호를 측정, 분석함으로써 현재의 상태를 판단하고, 고장시기를 예측하며,수리 방법에 대해 지시하고, 수리된 기계의 상태를 인증해 줄 수 있는 엔지니어를 말한다.
- 훌륭한 시스템 : 위와 같이 안정된 설비를 숙련된 전문가에 의해 관리하되, 감시(Monitoring)과 진단(Diagnosis)을 효율적으로 운용할 수 있도록 하는 시스템을 말한다.
인간 어린이가 영유아기에 잘 죽듯이 설비도 신입일 때 잘 고장남. 대신 관리만 잘 하면 그 설비가 불로장생할 것임.
![]()
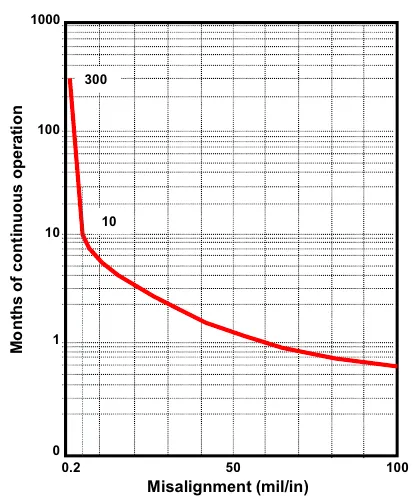
- 인간이 강하게 태어나는 개체가 있고 약하게 태어나는 개체가 있듯이 기계도 그렇다. 만들 때 오차가 있는 채로 만들어지면 불안정한 설비가 되는 거고, 조립불량도 상당히 많음. 설치불량도 한몫 한다. 이걸 조정하고 고치는 게 alignment임.
alignment가 좀만 잘못돼도 베어링 수명이 깎인다. 아래 그래프는 misalignment의 정도에 따른 베어링 수명
![]()
공장 안정화 작업 : 1) 공장의 상태분석
사실 이런 건 기계를 알아야 제대로 할 수가 있어요. 여기서 이론적으로 설명만 한다고 딱히 뭐가 있지는 않아요.
- 기계별 중요도 분석
- 감시 및 진단에 필요한 정보 수집
- 공장 전체 설비의 상태분석
- 총진동값을 이용한 기계의 상태 평가: 아주 자세한 정보를 알려주는 건 아니지만 쓸만함
- 상세 진단을 통한 기계의 문제점 분석: 좀 더 세세하게 파악하기
- 기계별, 라인별, 공장별 건전성 평가: 의사결정을 하기 위한 인사이트를 얻어냄
- 설비별 진단 매뉴얼 확보
- 중요도 평가 : 경제적인 설비관리는 진동이 높은 중요한 설비를 우선적으로 수리해야 하는 것이다. 이를 위해 다양한 정보(생산에 미치는 영향, 가격, A/S 기간, 부품 교환의 용이성 등)을 평가하여, 중요 순위를 결정한다.
- 설비정보 분석 : 기계를 모르면 진단할 수 없다. 진단과 감시를 위해서 설비의 중요한 정보 (과거 고장이력, 전동기 spec, 감속기 형식, 베어링 P/no 등)들이 수집되어야 한다.
- 설비의 상태평가는 다음의 세가지 이유에서 실시한다.
- 기계상태 평가 - ISO 기준에 따라 총진동값에 의해 기계의 상태를 평가하고, 수리 여부를 결정한다. ← 사실 권고일 뿐임. 딱히 자세하지도 않음. 더 자세히 진단하는 것은 케바케.
- 정밀진단 평가
- 개별 기계의 문제점이 있는지 판단하고, 문제의 원인을 평가한다. (설계, 가공, 조립, 운전, 관리)
- 수리가 필요하다고 결정된 설비의 경우, 정확한 고장의 원인을 분석한다.
- 건전성 평가 - 이상의 평가를 통해 개별 기계, 라인 및 전체 공장의 건전성을 평가하고 보전 계획을 수립한다. - 진단 매뉴얼 : 완벽한 전문가가 양성되기 이전에도 진단이 가능하도록 각각의 설비종류와 특징에 맞는 진동 측정 위치 및 그에 따른 분석 방법과 판단 기준을 정할 수 있는 매뉴얼을 작성한다.
- 공장 안정화 작업 : 2) 응급수선
- 설비별 알람 기준 설정
- 응급조치가 필요한 설비의 평가
- 생산일정을 고려한 수리 시기판단
- 설비의 수리
- 수리 후 설비의 건전성 평가: 똑바로 고쳤는지 검사하기
- 수리 후 평가 및 승인 기준 확보
- 알람 기준설정 : ISO에서 제안하고 있는 기준을 근거로 각각의 설비에 대한 알람 수준 설정 (1, 2, 3차 경고선 설정)
- 응급조치 평가 : 설정한 경고선에 따라 응급조치가 필요한 설비 선정
- 수리 시기판단 : 경고가 설정된 설비를 대상으로, 생산일정과 정밀진단 결과를 토대로 수리시기 결정
- 설비 수리실시 : 정밀진단에 의한 처방에 따라 기계의 수리를 실시한다.
- 건전성 평가 : 수리전, 후의 진동분석 결과를 토대로 고장의 원인이 제거되었는지의 여부를 평가하고 승인한다.
- 평가 매뉴얼 : 각각의 설비에 대해서 발생 가능한 모든 고장의 종류를 열거하고, 각각의 고장에 대하여 고장으로 판정하는 수준과 수리 후 승인할 수 있는 수준을 결정하여 매뉴얼로 만든다.
- 공장 안정화 작업 : 3) 안정화 작업
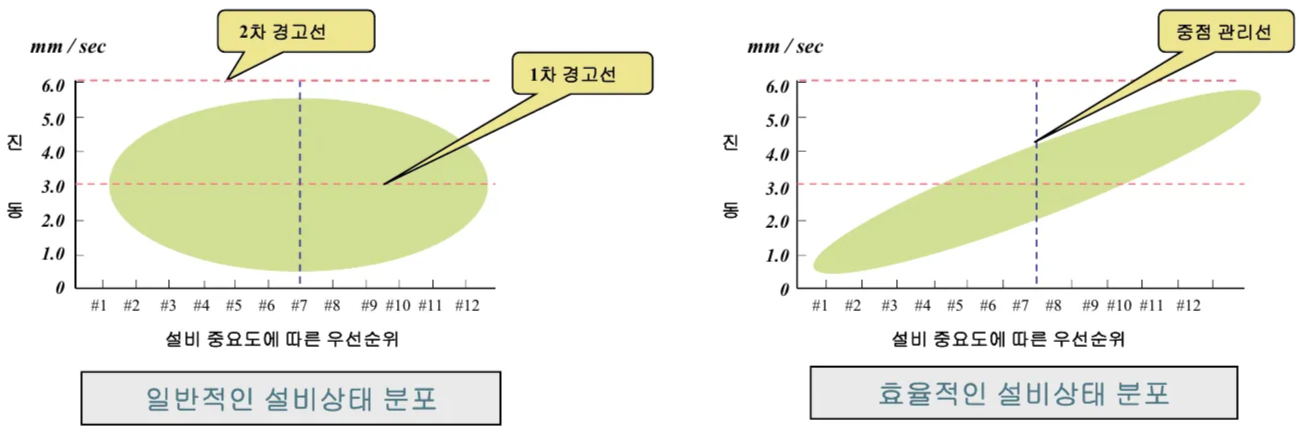
- 공장 안정화 선도 작성
- 안정화 작업
![]()
- 안정화 선도 : 진동값을 설비 중요도에 따라 정리하고 중요한 설비의 관리가 우선될 수 있도록 분석하는 도표
- 안정화 작업 : 중요한 설비의 진동이 적도록 효율적인 설비관리의 패턴으로 유도하는 작업
- 한국에 타이어 회사가 3개가 있고, 그 셋 다 예지보전을 하고 있는데, 진짜 예지보전(+감시 시스템)에 성공한 회사는 한국타이어밖에 없다.
- 자동차는 공정마다 공장 자체가 다르다. 근데 시중에 나온 예지보전 솔루션은 일반론이라 여기에 특화해서 쓰긴 힘들다. 그래서 오토에버는 자체개발을 하고 싶어 하는 거야.
- 감시 시스템 운영의 성공과 실패 요인
- 성공: 안정된 설비, 숙련된 전문가, 훌륭한 시스템
- 실패: 불안정한 설비, 전문가 부재, 불편한 시스템

제2장 설비의 디지털화
2.1 DX
- DX는 기업의 업무 프로세스, 제조 방식, 의사결정을 디지털 기술 기반으로 재설계하여 생산성, 품질, 비용, 속도, 안정성을 혁신하는 활동을 의미
- 공장/설비관점의 DX : 디지털 기술을 도입하는 것이 아니라, 데이터 디지털 기술을 활용해 운영 방식(의사결정, 프로세스, 조직)을 바꾸는 것
- 설비 디지털화의 목적: 설비 디지털화의 궁극적 목적은 단순 자동화가 아니라, 설비의 가동률, 안정성, 수명, 생산성을 극대화하는 것
2.2 제조업에서 DX의 등장배경
- 제조업 환경 변화로 인한 전통적 방식의 한계
- 이제 수리공이 필요한 게 아니라 진단하는 사람이 필요한 거임
- 설비도 복잡해짐
- 고장나면 손해가 큼
- 데이터 기반 관리 전환(DX) 속도 증가
- IoT 기술 대중화: 옛날엔 보통 유선이나 usb로 데이터를 받고 실시간 무선으로는 힘들었는데 이제 가능함
- 예지보전을 하는 회사는 두 종류가 있다. IT에서 시작한 회사와 OT에서 시작한 회사. IT 근본 회사는 플랫폼에 강점이 있고 OT 근본 회사는 데이터 수집 및 현장 경험에 강점이 있다.
- 요즘 센서 쉽게 구하잖아. 저런 IT 회사가 이런 외부 업체의 센서를 이용해서 잘 써먹는다. 직접 만들 필요가 없으니까.
- 자꾸 강사님이 멤스 하셔서 찾아봄: MEMS는 Micro Electro Mechanical System의 약자로, 마이크로미터 크기의 전자 장치와 기계 장치가 결합된 시스템
- 연산 능력이 좋아짐
- 엣지 컴퓨팅 같은 거 있어서 데이터 처리 후 적재가 좀 더 용이해짐
- IoT 기술 대중화: 옛날엔 보통 유선이나 usb로 데이터를 받고 실시간 무선으로는 힘들었는데 이제 가능함
- 제조업의 핵심 요구: 예측, 최적화, 자율화 → DX의 단계와도 같음
- 완전 자율화가 된다면 자율주행 5레벨 같은 거지. 다크팩토리 되고 뭐 그런 거임
- 근데 아직 멀었어
- 디지털 트윈
- 이 설비를 가상환경에 현실이랑 완전 똑같이 만들고 싶어 → 시뮬레이션부터 해보고 현장에 적용하면 딱 좋겠어 → 실시간 연동이 되어야 해
- CPS: 사이버 물리 시스템
- 디지털 트윈에 물리엔진 반영
- PHM: 예측 & 건전성 관리
- 고성능 설비일수록 고장나면 너무 손해가 큼
- 예방보전도 한계가 있어서 정확한 상태기반 관리를 좀 해야겠음
2.3 설비 디지털화
- 설비에 센서만 붙인다고 디지털화가 아님. 이를 기반으로 판단할 수 있는 시스템을 만드는 것까지 포함됨.
- 설비 데이터의 종류: 상태, 운전, 이벤트, 결과 데이터
- 예전엔 상태 데이터만 있어도 됐는데 점점 변수가 늘어나서 이렇게 다양하게 필요해지는 거다
- 디지털이 만병통치약은 아님.
- 데이터만 있다고 끝난 게 아님. 똑바로 의사결정을 하려면 운영 전략과 기준이 필요함
- 좀 기다려야 함. 디지털화를 진행했다고 바로 뭐 뚝딱해지는 게 아님. 데이터를 좀 모아야 할 거 아냐.
- 조직과 프로세스도 같이 바뀌어야 함. 알람 무시하지 말고 조치하고 피드백까지 해야 함.
- 대표적 실패사례
- 실시간 모니터링을 예지보전이라고 착각하기: 예지보전에 실시간 모니터링이 포함되긴 하는데, ‘예지보전’이라고 하려면 거기서 끝나면 안됨.
- 기껏 시스템 만들어줬더니 안 씀: IT 팀만 열일하고 현장에서는 있든 말든 하던대로 함. 왜 만든 거임?
- raw 데이터 TMI: 그거 다 어디 저장할 건데 땅 파면 서버 나오냐? 통신은 무료세요?
구성 핵심기술 요소
- 현재는 아날로그 센서를 주로 쓰고 있음. IoT 센서가 보급은 꽤 되어 있는데, 측정 범위를 벗어나는 값은 클리핑되는 문제 때문에 잘 안 씀.
- 엣지 컴퓨팅: 데이터를 필터링해서 적절한 자리로 보내고 이벤트 감지
DX 추진 로드맵
- 예지보전의 관점에서 보면 가장 중요한 건 2, 3, 4번이다.
- 실제로 DX라는 이름으로 진행/운영되는 단계는 2~4번 정도고 아직까지 5번에 성공한 회사는 없다.
- 가시화(Visualization)
- 설비 상태 데이터화
- IoT 센서 설치
- 대시보드 구축
- 표준화(Standardization)
- 설비 이력관리
- PM/PdM 기반 보전
- 공정조건 표준화
- 예측화(Prediction)
- AI 기반 PdM
- 고장·품질 예측 모델 운영
- 최적화(Optimization)
- 자동 스케줄링
- 설비·공정 연계 제어
- 생산 계획 자동 조정
- 자율화(Autonomous)
- 무인 설비 유지보수
- 자율 운전·제어
- AI 기반 공정 최적화
- 센서 기반 실시간 모니터링 구성 요소
- 센서
- 게이트웨이
- 서버
- 대시보드
- 알람 시스템: 위험 수준 경고에 대해 적절한 알람 임계값을 정하는 게 참 어렵다.
- 센서 기반 실시간 모니터링 작동 원리
- 데이터 얻기, 처리하기, 보여주기
- 센서 기반 실시간 모니터링 도입 시 고려사항
- 센서 설치 위치, 방향, 고정 방식: 고정 방식도 보기보다 중요하다. 센서와 기계 설비 사이에 마운팅 플레이트라는 걸 써서 잇몸에 임플란트 박듯이 고정한다. 그럼 설비를 살짝 구멍낼 수밖에 없는데, 경우에 따라 하우징이 너무 얇아서 이걸 하면 말 그대로 빵꾸가 나는 게 있다. 그럼 다른 방식으로 붙여야지.
- 공진이라는 걸 다시 생각해보자. 모든 물체는 고유 진동수가 있고, 센서는 붙이기에 따라 진동수가 바뀌고, 사용자가 봐야 할 데이터가 달라진다.
- 이론적으로는 그 구조체의 공진 주파수의 1/3 이내의 범위에 붙이라고 되어 있음. (뭔 말인지 모름) 물론 설비와 센서가 일체화되는 게 베스트임.
- sampling rate / resolution: 어떤 설비가 돌아야 하는 속도가 1800Hz라고 치자. 근데 사실 진짜 이렇게 돌지는 않음. 슬립 주파수라는 게 있대. 그래서 실상은 뭐 1760 정도 나온대. 그럼 이 중에서도 주기적인 피크 같은 게 있는데, 1800 다 채우면 깔쌈하게 30마다 60마다 나오겠지. 근데 1800이 아니니까 조금씩 타이밍이 틀어지는 거야. 이건 resolution을 높여야 확인 가능하다.
- 통신 안정성 및 용도: 블루투스로 서버에 데이터 전송할 거 아니죠?
- 무선 센서는 배터리로 돌아가기 때문에 실시간성에 한계가 있다. 하루에 보낼 수 있는 데이더의 양이 정해져있다.
- 외부 트리거와 연결할 수가 없다. 어느 순간 설비의 세팅값이 바뀌었다고 쳐. 회전 수가 반으로 줄어서 진동이 1/4이 됐어. 근데 그 데이터가 저장되는 쪽에서는 RPM 정보를 몰라. 그럼 이 줄어든 진동이 문제가 있어서 줄어든 건지 RPM 변화에 따른 타당한 결과인지 알 수가 없어.
- 바로 위에 있는 RPM 모름 이슈를 게이트웨이가 해결할 수 있다. 센서로부터 데이터도 받고, 설비로부터 받는 정보도 있으니 이 둘을 조합해줄 수가 있다.
- 서버/클라우드: 엣지가 안 한 데이터 통계내기.
- 데이터 저장 정책: SSD는 땅에서 솟아나겠습니까? 그리고 garbage는 오래 갖고 있을 필요가 없어요.
- 근데 저장을 하긴 해야지. 공간 없다고 삭제하면 안되지. 그럼 어떻게 하나? 주기적으로 과거 데이터를 산술통계값으로 압축한다. 평균, 최소, 최대 이런 걸 하는 거임.
- 데이터 조회할 때에도 원본 다 쳐다보면 느림.
- 알람 threshhold 설정
- 뭘 기준으로 할래? 최대/최소/평균/원본 뭐 어쩌실 건데요.
- 통상적으로 이상치는 알아서 필터링을 하긴 한다.
- 센서 설치 위치, 방향, 고정 방식: 고정 방식도 보기보다 중요하다. 센서와 기계 설비 사이에 마운팅 플레이트라는 걸 써서 잇몸에 임플란트 박듯이 고정한다. 그럼 설비를 살짝 구멍낼 수밖에 없는데, 경우에 따라 하우징이 너무 얇아서 이걸 하면 말 그대로 빵꾸가 나는 게 있다. 그럼 다른 방식으로 붙여야지.
- 센서 기반 실시간 모니터링 방식: 클라우드 or 온프레미스
- 클라우드
- 빌려 쓰는 것.
- 온프레미스
- 자체 구축.
- 예전엔 다 각자 자기 데이터베이스를 썼다. 아직도 일부 분야에서는 고집하고 있다. 뭐 보안 같은 분야들.
- 클라우드
Cloud vs On-Premise : 장단점
항목 클라우드 온프레미스 장점 - 초기비용 적음: 장비 구매 없이 사용량 기반 과금
- 확장성 우수: 센서 수가 많아도 탄력적으로 확장 가능
- 유연성: PoC, 파일럿 후 쉽게 확장/축소 가능
- 각종 관리 자동화: 백업, 모니터링, 보안 패치, 장애 복구 인프라 등 제공, AI/빅데이터 분석 서비스 활용 용이
- 글로벌 접근성: 어디서나 인터넷만 있으면 접속 여러 공장의 데이터를 한 곳에서 통합 분석하기 용이
- 데이터 통제력: 모든 데이터가 사내에 있어 보안/규제 대응 유리, 대용량 Raw 데이터도 마음 편하게 저장 가능
- 네트워크 독립성: 외부망 장애 영향 적음, 보안 관리에 유리
- 장기적 비용 예측 용이: 일시 투자 후 큰 비용발생 없음
- 시스템 연동 용이: 공장 내 기존 설비 네트워크와 밀접 연동
단점 - 정기적인 사용료: 계속비용 발생, 트래픽, 스토리지 늘면 증가
- 네트워크 의존성: 인터넷 장애 시 접근 불가, 실시간성이 떨어 짐, 대역폭이 큰 Raw 데이터(고속 진동 신호)를 계속 업로 드하면 비용↑
- 데이터 주권 이슈: 민감한 데이터는 외부 저장에 대한 내부/규제 우려
- 기술 종속성(Lock-in): 특정 클라우드 서비스에 크게 의존할수 있음
- 초기 투자비 큼: 서버, 스토리지, 네트워크, 보안 등
- 운영 인력 필요: 서버/네트워크/DB/백업/보안 담당자 상시 필요, AI·빅데이터 인프라를 직접 구축해야 함
- 확장성 제한: 용량 부족 시 장비 추가 구매, 설치 필요 → 리드 타임 김
- 장애/노후화 리스크: 하드웨어 고장, 장비 교체 주기 관리 필요